Цели, задачи и особенности восстановительного ремонта раритетных автомобилей и их агрегатов
Основные понятия и определения
Жизненный цикл автомобиля схематично показанный на рис. 1, состоит из следующих этапов: производство, эксплуатация автомобиля с регулярным проведением технического обслуживания и текущего ремонта, вывод автомобиля из эксплуатации по различным причинам (после выработки ресурса, аварийного состояния и пр.), рециклирование и утилизация.
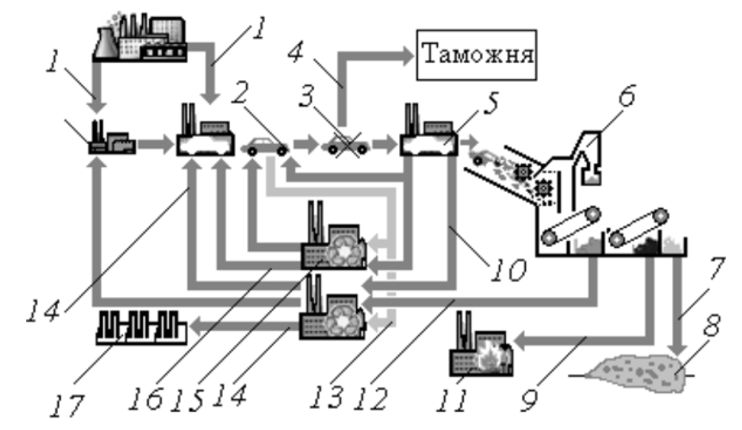
1 — новые материалы и производство из них автомобиля; 2 -эксплуатация автомобиля с регулярным проведением технического обслуживания и текущих ремонтов; 3 — автомобили, вышедшие из эксплуатации по различным причинам; 4 — экспорт автомобилей, вышедших из эксплуатации на переработку; 5 — разборка автомобиля; 6 — шредер для измельчения, подлежащего утилизации автомобиля; 7 — нерециклируемые отходы; 8 — захоронение отходов; 9 — нерециклируемые запчасти; 10 — детали и узлы на восстановление; 11 — выработка энергии; 12 — вторсырье (черные и цветные сплавы); 13 — запчасти; 14 — рециклированниые запчасти; 15 — восстановление запчастей; 16-восстановленные запчасти; 17 — другие отрасли промышленности.
Рециклинг автомобилей включает в себя: демонтаж с автомобиля всех узлов и агрегатов с последующей сортировкой их на предмет дальнейшей утилизации или восстановления, проведение восстановительного ремонта агрегатов, узлов, колес и шин.
Утилизация автомобиля предусматривает: переработку размельчением остова кузова, двигателя, агрегатов и узлов, а также и шасси на шредерной установке; сепарацию (из неоднородной массы материалов необходимо выделить пластики, металл и резину); изготовление новых материалов, деталей, узлов и самого автомобиля.
Основными задачами обращения с автомобилями, выработавшими свой ресурс, являются:
— уменьшение загрязнения окружающей среды продуктами деградации автомобилей;
— уменьшение затрат на производство материалов за счет использования вторичных материальных ресурсов;
— сокращение нагрузки на окружающую среду за счет уменьшения добычи природных ресурсов.
Зарубежными странами и в нашей стране разработаны нормативные документы, регулирующие обращение с отходами производства и потребления выведенных из эксплуатации транспортных средств. Подробно нормативно-правовая база обращения с выведенными из эксплуатации автомобилями представлена в технической литературе.
Межгосударственный стандарт (ГОСТ 30773-2001) рассматривает ликвидацию отходов как последнюю стадию жизненного цикла изделия, выводимого из эксплуатации.
На этой стадии должны быть определены следующие факторы:
— пригодность отходов к утилизации;
— способ подготовки транспортного средства к утилизации и возможные направления утилизации;
— безопасность процесса утилизации;
— ресурсосберегающий эффект от утилизации.
Стандарт предусматривает следующие способы обращения с отходами от утилизации:
— использование транспортного средства без доработки по прямому назначению повторно, но в другой сфере применения;
— использование автомобилей с доработкой по прямому назначению;
— демонтаж и использование составных частей утилизируемого транспортного средства в исходном виде;
— демонтаж и использование составных частей утилизируемого объекта в доработанном виде;
— переработку утилизируемого отхода с целью получения вторичных материальных и энергетических ресурсов.
Стандарт также рассматривает производственнотехнологические, ресурсные стороны проблемы обращения с отходами, обеспечение безопасности и исключения рисков, связанных с их переработкой и захоронением.
Принятая в развитых странах технология утилизации наземных транспортных средств включает в себя следующие обязательные стадии:
— сбор транспортных средств с выдачей их владельцам документа о проведении утилизации;
— слив из различных систем НТС всех рабочих жидкостей с последующей их регенерацией;
— демонтаж опасных и токсичных автокомпонентов, включая аккумуляторные батареи, масляные фильтры, топливные баки, подушки безопасности и пр.;
— демонтаж автокомпонентов и деталей, пригодных для дальнейшей эксплуатации без доработки;
— дефектацию и восстановление для дальнейшей эксплуатации автокомпонентов и деталей, требующих ремонта;
— переработку дроблением и видовую сепарацию остатков утилизируемого транспортного средства;
— раздельную переработку отходов из различных материалов с целью производства вторичных материальных ресурсов;
— сжигание горючих нерециклируемых отходов с получением энергии;
— захоронение неутилизируемых негорючих отходов.
В индустриально развитых странах действующие механизмы обращения с утилизируемыми транспортными средствами жестко предписывают нормы повторного использования узлов, агрегатов и материалов. Для решения поставленных задач разработаны технические регламенты на проектирование наземных транспортных средств и порядок их разборки и утилизации.
Таким образом, подавляющее большинство автомобилей после выхода их из эксплуатации по различным причинам, прекращают свое существование путем утилизации или рециклирования деталей, агрегатов и узлов в запасные части. Лишь очень незначительная их часть сохраняется в виде экспонатов автомобильных музеев, коллекционных экземпляров в частных коллекциях индивидуальных владельцев автомобилей, неутилизированного автомобильного хлама на свалках или местах безгаражного хранения ремонтных предприятий. Экземпляры автомобилей из музеев и частных коллекций, как правило, представляют собой историческую, техническую и антикварную ценность. Часто раритетные автомобили используются кинематографистами при съемке исторических и художественных фильмов. Обычно такие автомобили хранятся в специальных автомобильных музеях при киностудиях.
Главным требованием, предъявляемым к таким автомобилям, является их идеальное техническое состояние, полная комплектность, историческая ценность, информация о принадлежности к бывшим владельцам автомобиля и достоверные сведения об условиях эксплуатации, выполненных восстановительных и прочих ремонтах автомобиля на протяжении его жизненного цикла.
Подобные автомобиля, сохранившиеся до настоящего времени в единичных количествах, обычно называют раритетными или олдтаймерами.
Стоимость отдельных экземпляров может составлять от нескольких до десятков миллионов долларов.
Технологический цикл восстановления потребительских свойств раритетных автомобилей
Формирование структуры технологического цикла восстановления автомобиля следует начать с анализа источников экономической эффективности восстановительных работ, выполняемых по обеспечению ресурса автомобиля или агрегата путем восстановления и замены любых сборочных единиц и деталей, включая базовые.
Анализ результатов исследований ремонтного фонда автомобилей и агрегатов, поступающих в ремонт на авторемонтные предприятия показывает, что детали, полностью исчерпавшие свой ресурс и подлежащие замене, составляют в среднем около 20%. К ним относятся поршни, поршневые кольца, подшипники качения, резинотехнические изделия и др. Количество деталей, износ рабочих поверхностей которых находится в допустимых пределах, что позволяет использовать их без ремонта, достигает 30…35%. Остальные детали автомобиля (40…45%) могут быть использованы повторно только после их восстановления. Это большинство наиболее сложных, металлоемких и дорогостоящих деталей автомобиля, в частности блок цилиндров, коленчатый и распределительный валы, головка цилиндров, картеры коробки передач и заднего моста и др. Стоимость восстановления этих деталей не превышает 10 -50% стоимости их изготовления.
Даже при капитальном ремонте автомобилей и их агрегатов себестоимость ремонта обычно не превышает 60…70% стоимости новых аналогичных изделий. При этом достигается большая экономия металла и энергетических ресурсов.
Если сравнивать восстановление деталей с их изготовлением, то затраты сокращаются на 70%. При этом затраты на материалы представляются основными источниками экономии ресурсов и составляют 6,6% от общей себестоимости, а при изготовлении деталей – 38%.
По сравнению с изготовлением новых деталей, для восстановления работоспособности изношенных деталей требуется в 5…8 раз меньше технологических операций.
По статистике ведущее количество отказов деталей автомобилей обусловлено износом рабочих поверхностей (до 50%), различного рода повреждениями (в том числе и в результате аварии) – 17,1%, трещинами вызвано 7,8%. Большинство отказов автомобилей (до 43%) приходится на долю двигателя.
Опыт показывает, что при незначительном износе (не более 0,3мм) примерно 85% деталей может быть восстановлено нанесением покрытия незначительной толщины. Многократное использование детали возможно при нанесении металла на её несущие поверхности с дальнейшей механической обработкой.
Доля восстанавливаемых поверхностей неодинакова и по некоторым данным составляет от общего количества ремонтируемых деталей:
— для наружных и внутренних цилиндрических поверхностей – 53,3%;
— резьбовых – 12,7%;
— шлицевых – 10,4%;
— зубчатых – 10,2%;
— плоских – 6,5%;
— всех остальных – 6,9%.
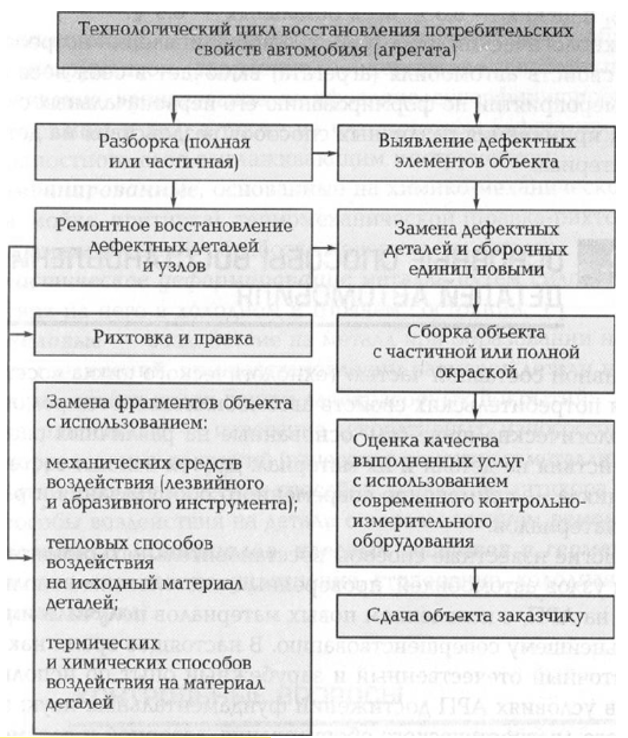
Технологический цикл (рис. 2.) восстановления потребительских свойств автомобиля включает в себя весь комплекс мероприятий по формированию его первоначальных свойств путем применения различных способов воздействия на детали их материал.
Оригинальные технологии восстановительного ремонта двигателей
Первое, что могло бы пригодиться при восстановлении ретромоторов, это проверенный зарубежный опыт, суть которого заключается в восстановлении двигателя с использованием новых и оригинальных деталей или их точных копий.
За рубежом имеются фирмы, которые специализируются на изготовлении запасных частей для раритетных автомобилей различных марок, которые сняты с производства десятки лет назад. Примером может служить фирма Mahle, которая хранит все прессформы когда – либо производившихся поршней за все время своей работы. Более того, выполняет индивидуальные заказы на производство мелких партий таких деталей. Правда, подобные оригинальные детали для других узлов двигателя не всегда доступны. Но можно заказать точную копию – есть фирмы, которое это делают.
В результате восстановительного ремонта двигателя из таких запасных частей ретро-мотор получится точно таким же, каким он был выпущен заводом много десятилетий назад, причем не только снаружи, но и внутри.
Если изготовить копию какой-либо детали в рамках современной технологии окажется невозможным, на такой фирме восстановят и ту забытую технологию, которая использовалась много десятилетий назад, а также подберут соответствующий материал.
К сожалению, такой подход к восстановлению двигателя имеет не только достоинства, но и серьезный недостаток – полученная копия двигателя будет обладать теми же недостатками, что и оригинал (ресурс ряда узлов и деталей будет весьма невелик). Из этого следует, что эксплуатировать автомобиль с таким двигателем следует аккуратно, ограничивая количество и продолжительность поездок. Учитывая, что после выполнения огромного комплекса работ и значительных материальных затрат на приобретение оригинальных узлов и деталей, восстановленный таким образом двигатель становится коллекционной вещью. Цена работы получается очень большой, и чем дороже реставрация, тем больше стоимость отреставрированного автомобиля. Но двигатель – это не салон, кузов или шасси – что стоит внутри, не увидеть и не потрогать.
Естественно возникает законный вопрос, если внутрь двигателя не заглянуть. То надо ли тратить огромные деньги. Добиваясь 100% «оригинальности» внутренних деталей, чтобы затем «дрожать» над мотором, боясь его поломки?
Если грамотно подойти к делу, можно предложить вариант восстановительного ремонта ретро-двигателя и без астрономических затрат. Суть его в том, что ретро-мотор восстанавливается преимущественно в рамках современных технологий ремонта и производства. При этом двигатель имеет совершенно «родной» вид, однако некоторые внутренние узлы и детали могут несколько отличаться от «родных».
Такой метод восстановительного ремонта имеет целый ряд преимуществ перед другими способами, а главное, двигатель получается более надежным и долговечным, т.е. эксплуатировать автомобиль можно без оглядки на ресурс двигателя. Кроме того, стоимость работы получается в несколько раз меньше, чем в случае использования оригинальных комплектующих или их копий. Следует также отметить, что при необходимости можно вернуть на свои места оригинальные комплектующие, поскольку никаких принципиальных и необратимых изменений в конструкцию двигателя не вносится. И, наконец, коллекционная стоимость автомобиля не будет заметно снижена, ведь под капотом попрежнему будет стоять родной мотор во всей его красе.
Именно такой подход к восстановлению ретро-двигателей предложен и многие годы реализуется в Специализированном моторном центре «АБ-ИНЖИНИРИНГ».
Методологию восстановительного ремонта целесообразно рассматривать поэтапно на примере восстановления основных деталей ретро-мотора.
Блок цилиндров раритетных автомобилей часто поступает в ремонт в сильно корродированном виде. Поэтому на первом этапе необходимо расточить и отхонинговать блок, полностью убрав следы коррозии со стенок цилиндров. В случае, если толщина стенок цилиндров не позволяет это сделать, то блок подвергается гильзованию. В конструкции блоков с «мокрыми» гильзами гильзы цилиндров чаще всего приходится изготавливать заново. В случае наличия в блоке трещин, сколов и даже отверстий, например, пулевых, приходится прибегать к помощи сварки или напыления металла.
Следующим «обязательным этапом» ремонта является расточка постелей коленчатого и, при необходимости, распределительного вала. Это особенно необходимо для постелей коленчатого вала, поскольку без регулировочных шайб их отверстия из круглых обычно превращаются в овальные.
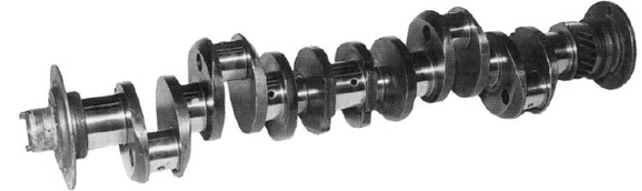
Коленчатые валы восстанавливаются так же, как любой коленчатый вал современного двигателя. Правка, шлифование и полировка коренных и шатунных шеек, восстановление, при необходимости, концов вала, шпоночных канавок и резьбовых отверстий – вот основной перечень ремонтных операций. Если в ремонт поступает длинный и тонкий вал многоцилиндрового двигателя, имеющего незначительную жесткость, необходимо быть предельно осторожным, так как шлифовка такого вала требует ювелирного подхода и большого опыта.
Подшипники ретро-моторов как показывает опыт, целесообразно восстанавливать без использования баббита. Если применить современные вкладыши, то значительно увеличится моторесурс двигателя. Технологически это выглядит следующим образом. В расточенные постели блока изготавливаются и устанавливаются толстые полукольца-проставки, в которые затем укладываются современные тонкие вкладыши. Вкладыши можно подобрать готовые. От двигателей современных легковых автомобилей, но лучше использовать доработанные вкладыши от двигателей грузовиков, так как требуется довольно значительная ширина вкладыша.
Шатуны ретро-моторов – одна из самых серьезных проблем, так как для использования в шатунном подшипнике современных вкладышей, требуется значительная доработка шатуна. Для этого в нижнюю головку шатуна после удаления баббита необходимо вварить толстые полукольца, затем точно обработать плоскость разъема и расточить верхнюю и нижнюю головки. Такая операция очень трудоемка, и, главное. Не гарантирует качества ремонта. Оказалось, гораздо предпочтительнее и дешевле изготовить новые шатуны. Эта процедура хорошо отработана в конструкции и технологии изготовления шатунов для спортивных двигателей и прекрасно подходит для восстановления ретро-моторов. Вновь изготовленные под современные вкладыши шатуны почти не отличаются «родных».
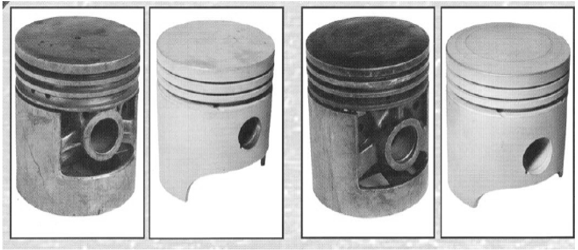
Поршни для ретро-автомобилей можно копировать, но изготовить точную копию довольно сложно. Для получения отливки поршня требуется изготовление специальной дорогостоящей оснастки, а это может быть экономически оправдано при серийном производстве. В условиях единичного производства проще изготовить поршни из кованых или жидкоштампованных заготовок, используя при этом современные конструкторские и технологические решения. Такие поршни незначительно отличаются от «родных» по внешнему виду, но зато гораздо более надежны и долговечны в работе.

а — «родной» шатун; б — новые шатуны под современные вкладыши
Поршневые кольца можно подобрать от современных моторов или изготовить заново. В первом случае двигатель получит современные кольца какого-нибудь высокооборотного мотора. Износить которые на низких оборотах в обозримом будущем практически невозможно. Изготовить же можно кольца любых типоразмеров, но обычно это делают в двух случаях: когда не удается найти колец нужного диаметра или предполагается использование малоизношенных «родных» поршней. В любом случае новые кольца, имея твердое покрытие, окажутся значительно долговечнее «родны» чугунных, без покрытия.
Поршневые кольца можно подобрать от современных моторов или изготовить заново. В первом случае двигатель получит современные кольца какого-нибудь высокооборотного мотора. Износить которые на низких оборотах в обозримом будущем практически невозможно. Изготовить же можно кольца любых типоразмеров, но обычно это делают в двух случаях: когда не удается найти колец нужного диаметра или предполагается использование малоизношенных «родных» поршней. В любом случае новые кольца, имея твердое покрытие, окажутся значительно долговечнее «родны» чугунных, без покрытия.
Подшипники распределительного вала — еще одна проблема, требующая грамотного решения. Трудность обусловлена конструкцией подшипников, которые состоят из двух половин и обычно изготовлены из силумина. Для их изготовления требуется значительное количество оснастки, но избежать этого никак не удается. Распределительный вал обычно не требует ремонта, но при необходимости наваривается и шлифуется.
Направляющие втулки и седла клапанов ремонтируются или изготавливаются заново. Клапаны – тоже, при этом в качестве заготовок используются клапаны большего размера от современных двигателей.
В финальной стадии ремонта в обязательном порядке проверяется параллельность и шероховатость привалочных плоскостей головки и блока цилиндров, после чего, при необходимости, они фрезеруются. Особое внимание уделяется ремонту масляных насосов, у которых, как правило, наблюдается увеличенный торцевой зазор шестерен, а также изготовлению окантованной металлической фольгой прокладки головки блока, которая для нижнеклапанных моторов имеет фигурные отверстия для камер сгорания.
Особенности восстановительного ремонта рам и кузовов раритетных автомобилей
Последовательность восстановительного ремонта кузовов и рам раритетных автомобилей
При ремонте кузова раритетного автомобиля в авторемонтной организации обычно используется следующая последовательность выполнения технологических операций:
1. Полная мойка кузова, чистка внутри, сушка;
2. Приемка кузова в восстановительный ремонт;
3. Определение вида необходимого ремонта;
4. Разборка кузова (полная или частичная) и дефектация;
5. Правка деформированных участков, восстановление положения контрольных точек кузова;
6. Замена поврежденных деталей кузова ремонтными вставками с использованием сварки;
7. Замена поврежденных фрагментов кузова блоками деталей от кузовов автомобилей-доноров с использованием сварки;
8. Восстановительный ремонт декоративных деталей кузова путем их
9. Повторного хромирования или никелирования;
10. Ремонт деталей внутреннего интерьера кузова, каркаса мягкого верха кузовов кабриолетов, восстановительный ремонт самого верха кузова;
11. Контроль качества ремонта кузова перед окраской.
Ремонтно-восстановительные работы могут выполняться как на автомобиле в целом, так и на отдельном кузове при полной или частичной разборке автомобиля. При сдаче кузова в ремонт должен быть выполнен контрольный осмотр, при котором проверяется комплектность кузова или автомобиля, определяется и согласуется с заказчиком объем работ, вид ремонта (в соответствии с табл. 1), ориентировочная стоимость работ и сроки их выполнения. В зависимости от вида ремонта разборка кузова выполняется частично или полностью. Частичную разборку делают только в тех случаях, когда только отдельные части кузова требуют ремонта из-за повреждений в результате небольшой аварии или местного коррозионного разрушения. Полная разборка необходима, как правило, при значительных аварийных повреждениях кузова, требующих правки на специальных стапелях.
Порядок разборки кузова строго регламентирован и выполняется с соблюдением определенной технологической последовательности, исключающей повреждения деталей. Процесс разборки разрабатывается для каждого типа кузова отдельно, с учетом специфики установки и закрепления деталей. Разборка кузова несущей конструкции требует разборки автомобиля, так как некоторые детали и узлы снимаются до отсоединения электрооборудования и агрегатов ходовой части автомобиля, а некоторые – только после снятия агрегатов.
Виды ремонта кузовов в зависимости от степени повреждения,
деформации и коррозионного разрушения
| Вид ремонта | Объем ремонтных работ |
| №1 | Выправление повреждений поверхности площадью до 20% в легкодоступных местах. |
| №2 | Выправление повреждений со сваркой или ремонт №1 на поверхности площадью до 50%. |
| №3 | Выправление повреждений со вскрытием и сваркой, с частичным восстановлением до 30% площади поверхности; частичное восстановление деталей вытяжкой и правкой с усадкой металла, вырезкой участков, не подлежащих ремонту; изготовление ремонтных вставок из бракованных деталей кузова или листового металла с приданием ему формы восстанавливаемой детали. |
| №4 | Частичное восстановление деталей на поверхности площадью свыше 30%. |
| №5 | Замена поврежденной части детали кузова ремонтной вставкой из номенклатурных запасных частей завода-изготовителя или изготовленной по его чертежам. |
| №6 | Крупноблочный ремонт, предусматривающий замену поврежденных частей кузова блоками деталей от бракованных кузовов, с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой. |
Дефектация как составная часть технологического процесса восстановления, производится при приемке кузова в ремонт, а также непосредственно при выполнении каких-либо ремонтных операций. Дефектация кузова необходима для обнаружения явных и скрытых дефектов, определения вида ремонта и способов устранения имеющихся повреждений. Для выполнения работ по дефектации, как правило, необходим пост, оснащенный подъемником и контрольно-измерительным инструментом для определения технического состояния кузова.
При приемке в ремонт автомобиля с аварийными повреждениями лонжеронов или основания кузова на правочном стенде с помощью механической или электронной контрольно-измерительной системы по контрольным точкам обязательно проверяется геометрия основания кузова.
После разборки, определения вида необходимого ремонта и дефектации приступают к ремонту, выполняемому следующими способами: вытяжкой и рихтовкой в холодном состоянии или с применением местного нагрева; посредством вырезки разрушенной части детали с изготовлением ремонтной вставки и подгонкой ее по месту; с использованием бывших в употреблении деталей, их блоков или частей кузова автомобиля-донора для замены поврежденного участка аварийного кузова; посредством замены поврежденной части ремонтными вставками из номенклатурных запасных частей завода-производителя (частичная замена); путем замены поврежденной детали или блока деталей из номенклатурных запасных частей завода-изготовителя; сварки кузовных элементов, выполняемой встык, внахлестку или с использованием промежуточной вставки в зависимости от конструкции узла.
После завершения ремонтно-восстановительных работ и перед окраской в соответствии с техническими требованиями выполняется объективный контроль качества ремонта по геометрическим параметрам основания кузова, линейным размерам проемов кузова, величине зазоров дверей, капота и крышки багажника, совпадению линий штамповки дверей и крыльев, по качеству заделки трещин, разрывов металла, пробоин и прочих дефектов, связанных с подгонкой и сваркой ремонтных вставок и панелей.
Методы очистки от ржавчины, масляных отложений и грязи агрегатов и деталей автомобилей перед восстановительным ремонтом
Раритетный автомобиль, поступающий на восстановительный ремонт, как правило, сильно загрязнен. Поэтому вначале он должен быть очищен от грязи, что облегчит его последующую разборку и позволит правильно оценить пригодность снятых узлов и агрегатов к повторному использованию и восстановлению. Считается, что очистка позволяет на 20…30% повысить ресурс восстанавливаемых деталей и агрегатов и на 15…20% поднять производительность труда при разборке автомобиля.
Загрязнение автомобиля и его агрегатов может быть наружным и внутренним. Снаружи автомобиль загрязнен дорожнопочвенными и масляно-грязевыми отложениями, герметизирующими и лакокрасочными покрытиями, продуктами коррозии и пр. Внутри агрегатов автомобиля имеются загрязнения, возникающие в результате старения смазок, износа трущихся деталей, а также накипь, нагар, продукты коррозии, асфальто-смолистые отложения и пр.
Загрязнения автомобиля и его агрегатов обычно имеют сложный химический состав, и для их удаления используются механические, физико-химические и физические процессы, в основе которых лежат те или иные способы разрушения загрязнений и удаления их с очищаемой поверхности.
Для удаления масляно-грязевых, дорожно-почвенных и асфальто-смолистых отложений и отслоившихся лакокрасочных покрытий используют пароводоструйный способ очистки с применением моющих средств или без них.
Нагар и накипь снимают термомеханическим, гидроабразивным способами и ванно-струйной обработкой щелочным раствором. Такие отложения удаляют также с помощью механического дробления струей мелких стеклянных шариков, косточковой крошки, полимерных гранул и др.
Продукты коррозии удаляют гидровиброабразивиым способом, погружением в кислотный раствор и другими приемами.
Для очистки узлов и автомобилей используют очистные средства, действие которых основано на растворении, адсорбции, эмульгировании, диспергировании и других процессах Наибольшее распространение нашли очистные средства на основе органических растворителей и специальные технические моющие средства. Использование нефтепродуктов (бензина, керосина и др.) в качестве моющих средств является устаревшей технологией, приводящей к загрязнению окружающей среды и нерациональному использованию ресурсов. Более эффективно использование для этих целей специальных моющих растворов.
Остатки грязи, пыли и других загрязнений нежирного происхождения легко удаляются струёй воды, подогретой до 70…80 °С. Для очистки деталей от топливно-смазочных материалов применяют воднощелочные растворы на основе каустической соды ЫаОН и кальцинированной соды ЫагСОз.
Моющие жидкости на основе каустической соды служат для обезжиривания стальных и чугунных деталей; они содержат 50…80 г/л каустической соды и 8…10 г/л хозяйственного мыла. Эти растворы токсичны, вызывают коррозию металлов, не обладают достаточной моющей способностью. Не допускается очистка ими алюминиевых деталей, так как каустическая сода их разрушает. Для обезжиривания этих деталей применяют водные растворы кальцинированной соды (10…15 г/л), тринатрийфосфата (25…30 г/л) и жидкого стекла (10…15 г/л) с температурой раствора 80…90°С.
В качестве моющих жидкостей часто применяют синтетические моющие препараты МЛ 51, МЛ-52 «Лабомид», МС и др.
Синтетические препараты не вызывают коррозии металлов, не токсичны, имеют хорошую моющую способность, могут применяться для мойки черных и алюминиевых сплавов, не требуют после обезжиривания ополаскивания деталей. Недостаток синтетических моющих средств для струйной мойки — достаточно высокая цена.
Препараты МЛ-51 и МЛ-52 – собой смесь ПАВ с электролитами: натриевыми солями кремниевой и фосфорной кислот. Эти препараты выпускают в виде порошка или гранул белого и светло-желтого цвета. Препарат МЛ-51 используют для струйной очистки отложений при концентрации раствора в воде 10…20 г/л, препарат МЛ-52 – для очистки деталей вываркой от смолистых отложений при концентрации 25…35 г/л с температурой растворов 70…80 °С.
Препараты «Лабомид» – смесь синтетических ПАВ с неорганическими щелочными солями. «Лабомид-101» используют в виде водных растворов концентрацией 10…30 г/л в моечных машинах струйного типа при температуре раствора 70…85 °С, водный раствор «Лабомид-203» концентрацией 25…35 г/л – при мойке погружением и температуре 80… 100° С. Препараты «Лабомид» позволяют очищать детали из черных и цветных металлов, в том числе из алюминия.
Препараты МС (МС-5, МС-6, МС-8) имеют в своем составе кальцинированную соду, триполифосфат натрия, метасиликат натрия и ПАВ. Их используют для струйной и ванной очистки агрегатов и деталей водным раствором концентрацией 10…25 г/л при температуре 75…85 °С. Моющая способность препаратов МС в 1,5…2,5 раза выше, чем у препарата МЛ-51, и в 4…5 раз выше, чем у растворов каустической соды.
Органический препарат АМ-15 представляет собой раствор ПАВ в органических растворителях и используется в основном для очистки в ваннах деталей дизельных двигателей от прочных смолистых отложений, закоксовывания форсунок, для снятия нагара.
Для ускорения процесса очистки используют нагревание очищающих сред, подачу их под высоким давлением, создание вибрационных колебаний сред и другие приемы.
Очистка транспортных средств и их агрегатов выполняется в струйных и погружных моечных машинах, ультразвуковых и дробеструйных установках. Такие аппараты могут работать в периодическом и непрерывном режимах. Последние работают на крупных авторазборочных и авторемонтных предприятиях. Для мойки автомобилей и других транспортных средств с применением синтетических моющих средств предназначена струйная моечная машина ОМ-4267.
Очистка погружением осуществляется в роторной машине АКТБ-227 и конвейерной моечной машине КМ-4 (рис. 6).

1 — ванна; 2 — контейнер; 3 — растяжка; 4 — цепной конвейер; 5 — балка; 6 — шестерня;
7 – каретка.
Многостадийную комбинированную очистку деталей и агрегатов производят в установках ОМ-4244 и ОМ-5458. Установки состоят из четырех ванн с различными составами, в которые поочередно загружают контейнеры с очищаемыми узлами и деталями.
Туннельные моечные машины выпускаются с подвесным и ленточным конвейерами. Их используют для мойки и очистки деталей сложной формы (фланцевых деталей с отверстиями, головок блоков цилиндров, поршней, валов, роторных корпусов, зубчатых колес и др.).
В туннельных машинах последнего поколения горячий моющий раствор под высоким давлением подается на детали через распылительные форсунки. Длина зоны очистки и скорость движения конвейера могут устанавливаться с учетом вида очищаемых деталей, степени их загрязнения и необходимой производительности.
Некоторые особенности имеет процесс удаления с деталей двигателя нагара, представляющего собой продукт неполного сгорания топлива и масла. При восстановлении деталей удаление нагара является обязательной операцией. Для этого используют химическую, механическую и ультразвуковую очистку
При химическом способе детали погружают на 40…60 мин в щелочной раствор, подогретый до 80…90 °С, после чего их промывают в ванне. Химический способ очистки деталей от нагара недостаточно эффективен.
Механическая очистка деталей от нагара производится с помощью струйной обработки абразивными частицами, которые под воздействием разницы давлений воздуха с большой скоростью подаются на загрязненную поверхность. Удаление нагара производится косточковой крошкой, которая под давлением 0,4…0,5 МПа по шлангу направляется на обрабатываемую деталь. Частицы крошки, ударяясь о поверхность детали, разрушают слой нагара. При этом поверхность детали очищается, и на ней не образуются риски и царапины. Для очистки от нагара мелких деталей в качестве дисперсных чистящих частиц используют металлический песок.
Вакуумные дробеструйные установки позволяют удалять грязь, окалину, ржавчину, старую краску без загрязнения окружающей среды. Установки такого типа компактны и мобильны. Образующиеся при обработке загрязненной поверхности пыль и дисперсные частицы удаляются вакуумным пылесосом и отделяются с помощью фильтров, а абразивный материал автоматически возвращается в технологический процесс. В таблице 2 приведена техническая характеристика вакуумной дробеструйной установки 70PN.
Техническая характеристика вакуумной дробеструйной установки 1070РЛ/
| Характеристика | Единица
измерения |
Значение
характеристики |
| Объем бункера для абразива | литр | 38 |
| Масса | кг | 525 |
| Производительность компрессора: | ||
| Давление | МПа | 0,8 |
| Объем воздуха | м3/мин | 10 |
| Габариты | ||
| длина | мм | 1660 |
| ширина | 735 | |
| высота | 1565 | |
| Длина шланга | м | 15…45 |
| Используемые абразивы | ||
| Чугунная дробь, оксид алюминия, стеклянные шарики, пластмассовая крошка, скорлупа ореха | ||
Ультразвуковая (УЗ) очистка деталей от нагара и других загрязнений применяется при обработке деталей сложной конфигурации, имеющих внутренние полости и другие труднодоступные участки поверхности. Принцип УЗ очистки деталей основан на передаче энергии ультразвуковых колебаний от преобразователя в моечную ванну, содержащую раствор для очистки. Колебания являются причиной образования мелких воздушных пузырьков, разрушающихся в растворе, что создает эффект кипящей жидкости. Образующиеся пузырьки при соприкосновении с очищаемой поверхностью лопаются и эффективно очищают деталь от различных, сравнительно непрочных отложений, не повреждая самой детали. Эффективность УЗ очистки зависит от частоты ультразвуковых колебаний, интенсивности ультразвука и физикохимических свойств моющего раствора. Для повышения эффективности УЗ очистки в моющий раствор добавляют поверхностно-активные вещества.
УЗ очистка осуществляется в специальных ваннах в моющих растворах с использованием поверхностно-активных веществ. Промышленность выпускает ванны различного объема. Небольшие ванны с объемом моечной камеры до 35 л оснащены пьезокерамическими преобразователями, генератором мощностью 1 кВт, устройством для подогрева моющей жидкости и другим комплектующим оборудованием.
Более крупные ванны объемом от 50 до 200 л снабжены магни- гострикционными преобразователями, полупроводниковыми генераторами, системами нагрева и охлаждения моющего раствора.
Анализ состояния и сортировка деталей, снятых с автомобиля, подлежащего восстановительному ремонту.
Детали раритетного автомобиля после разборки и очистки проходят дефектацию, целью которой является определение их технического состояния и пригодности для дальнейшего использования. При этом определяются повреждения деталей, под которыми подразумеваются отклонения свойств материалов и геометрических размеров деталей от допустимых значений, предусмотренных конструкторской документацией.
Эти повреждения могут быть внешними и внутренними. Внешние повреждения деталей определяются визуальным осмотром и с помощью измерительных приборов, а внутренние — путем исследования структуры деталей способами неразрушающего контроля.
Причинами появления повреждений могут быть износ, усталость, коррозия и старение материала. Повреждения проявляются в виде отклонений от первоначальных размеров, изменения геометрии и взаимного расположения посадочных поверхностей деталей, появления трещин, негерметичности узлов, вмятин, обломов, задиров, забитости резьбы и других отклонений от требований конструкторской документации.
Повреждения определяют следующими способами:
— визуальным осмотром;
— измерением линейных размеров;
— измерением взаиморасположения деталей;
— определением герметичности узла;
— измерением специальных характеристик.
При визуальном осмотре используют лупы и микроскопы. Линейные размеры определяют с помощью калибров и мерительного инструмента (штангенциркулей, микрометров и др.), резьбы проверяют резьбовыми калибрами. Взаимное расположение поверхностей деталей проверяют измерительными приборами, имеющими индикаторы часового типа.
Усталостные трещины обнаруживают с помощью магнитных, капиллярных, акустических способов контроля, а также с помощью рентгено- и радио дефектоскопии. Герметичность узла определяют путем определения проницаемости по отношению к жидкости или газу, подаваемым под повышенным давлением.
Современные предприятия, занятые утилизацией наземных транспортных средств и восстановлением снятых с них деталей, оснащаются автоматизированными средствами контроля последних поколений — координатными измерительными приборами с автоматической обработкой результатов измерения. Такие средства измерения позволяют повысить производительность труда и надежность измерения, исключив влияние человеческого фактора. Однако стоимость такого оборудования достаточно высока, и его использование целесообразно лишь на крупных предприятиях с большими объемами производства.
Неразрушающие способы контроля структуры деталей осуществляются с помощью:
— переносных и стационарных рентгеновских аппаратов типа РУП и РАП;
— гамма-дефектоскопов типа РИД и РК;
— ультразвуковых дефектоскопов типа ДУК и УД;
— магнитных дефектоскопов типа УМД;
— импедансных акустических дефектоскопов типа НАД;
— электромагнитных дефектоскопов типа ППД и ВД и других приборов.
В зависимости от характера повреждений и величины отклонения характеристик от требуемых значений, контролируемые детали подразделяют на годные, подлежащие восстановлению и непригодные для восстановления. Решение о восстановлении принимается в том случае, если оно признается технически и экономически целесообразным. Критерием эффективности является сравнение затрат на восстановление со стоимостью новой детали.
Годные детали без какой-либо доработки направляются для повторного использования. Непригодные для восстановления детали подвергаются утилизации.
ВОССТАНОВИТЕЛЬНЫЙ РЕМОНТ КУЗОВОВ ЛЕГКОВЫХ АВТОМОБИЛЕЙ
При ремонте кузова легкового автомобиля на АРП или СТОА обычно используется следующая последовательность выполнения технологических операций:
1. Полная мойка кузова, чистка внутри, сушка.
2. Приемка кузова в ремонт.
3. Определение вида необходимого ремонта.
4. Разборка кузова (полная или частичная) и дефектация.
5. Правка деформированных участков, восстановление положения контрольных точек кузова.
6. Замена поврежденных деталей кузова ремонтными вставками с использованием сварки; замена поврежденных деталей кузова блоками деталей от бракованных кузовов с использованием сварки.
7. Контроль качества ремонта кузова перед окраской.
Ремонтно-восстановительные работы могут выполняться как на автомобиле в целом, так и на отдельном кузове при полной или частичной разборке автомобиля. При сдаче кузова в ремонт должен быть выполнен контрольный осмотр, при котором проверяется комплектность кузова или автомобиля, определяется и согласуется с заказчиком объем работ, вид ремонта (в соответствии с табл. 3), ориентировочная стоимость работ и сроки их выполнения. Все эти данные документально оформляются в соответствии с порядком и формой заполнения приемочных документов на основании «Положения о техническом обслуживании и ремонте легковых автомобилей, принадлежащим гражданам».
В зависимости от вида ремонта разборка кузова выполняется частично или полностью. Частичную разборку делают только в тех случаях, когда только отдельные части кузова требуют ремонта из-за повреждений в результате небольшой аварии или местного коррозионного разрушения. Полная разборка необходима, как правило, при значительных аварийных повреждениях кузова, требующих правки на специальных стапелях.
Порядок разборки кузова строго регламентирован и выполняется с соблюдением определенной технологической последовательности, исключающей повреждения деталей. Процесс разборки разрабатывается для каждого типа кузова отдельно, с учетом специфики установки и закрепления деталей. Разборка кузова несущей конструкции требует разборки автомобиля, так как некоторые детали и узлы снимаются до отсоединения электрооборудования и агрегатов ходовой части автомобиля, а некоторые — только после снятия агрегатов.
Виды ремонта кузовов в зависимости от степени повреждения, деформации и коррозионного разрушения
| Вид
ремонта |
Объем ремонтных работ |
| №1 | Выправление повреждений поверхности площадью до 20% в легкодоступных местах. |
| №2 | Выправление повреждений со сваркой или ремонт №1 на поверхности площадью до 50%. |
| №3 | Выправление повреждений со вскрытием и сваркой, с частичным восстановлением до 30% площади поверхности; частичное восстановление деталей вытяжкой и правкой с усадкой металла, вырезкой участков, не подлежащих ремонту; изготовление ремонтных вставок из бракованных деталей кузова или листового металла с приданием ему формы восстанавливаемой детали |
| №4 | Частичное восстановление деталей на поверхности площадью свыше 30%. |
| №5 | Замена поврежденной части детали кузова ремонтной вставкой из номенклатурных запасных частей завода-изготовителя или изготовленной по его чертежам. |
| №6 | Крупноблочный ремонт, предусматривающий замену поврежденных частей кузова блоками деталей от бракованных кузовов, с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой. |
Дефектация как составная часть технологического процесса восстановления, производится при приемке кузова в ремонт, а также непосредственно при выполнении каких-либо ремонтных операций. Дефектация кузова необходима для обнаружения явных и скрытых дефектов, определения вида ремонта и способов устранения имеющихся повреждений. Для выполнения работ по дефектации, как правило, необходим пост, оснащенный подъемником и контрольно-измерительным инструментом для определения технического состояния кузова.
При приемке в ремонт автомобиля с аварийными повреждениями лонжеронов или основания кузова на правочном стенде с помощью механической или электронной контрольно-измерительной системы по контрольным точкам обязательно проверяется геометрия основания кузова.
После разборки, определения вида необходимого ремонта и дефектации приступают к ремонту, выполняемому следующими способами: вытяжкой и рихтовкой в холодном состоянии или с применением местного нагрева; посредством вырезки разрушенной части детали с изготовлением ремонтной вставки и подгонкой ее по месту; с использованием бывших в употреблении деталей, их блоков или частей для замены поврежденного участка аварийного кузова; посредством замены поврежденной части ремонтными вставками из номенклатурных запасных частей завода-производителя (частичная замена); путем замены поврежденной детали или блока деталей из номенклатурных запасных частей завода-изготовителя; сварки кузовных элементов, выполняемой встык, внахлестку или с использованием промежуточной вставки в зависимости от конструкции узла.
После завершения ремонтно-восстановительных работ и перед окраской в соответствии с техническими требованиями выполняется объективный контроль качества ремонта по геометрическим параметрам основания кузова, линейным размерам проемов кузова, величине зазоров дверей, капота и крышки багажника, совпадению линий штамповки дверей и крыльев, по качеству заделки трещин, разрывов металла, пробоин и прочих дефектов, связанных с подгонкой и сваркой ремонтных вставок и панелей.
Систематизация раритетных автомобилей по типу кузовов, годам выпуска, оригинальности констивных решений ходовой части, двигателя, трансмиссии и функциональному назначению автомобилей.
Динамика изменения очертаний кузова и конструктивного устройства автомобилей за прошедшие десятилетия, разделение раритетов на временные группы.
Принимая во внимание, что количество раритетных автомобилей различных фирм и компаний неограниченно, а задача данного издания показать основные особенности конструкций раритетных автомобилей разных стран с технологических принципов их восстановительного ремонта, целесообразно рассматривать все вопросы придерживаясь какой то одной хорошо известной автостроительной компании. Кроме того, следует иметь в виду, что как показывает опыт, годами апробированные технические решения, используемые в конструкциях автомобилей разных стран имеют много общих аналогий.
Динамику изменения очертаний кузовов и конструктивного устройства автомобилей за прошедшие десятилетия можно наглядно представить на примере многолетнего производства автомобилей компании FIAT начиная с 1899 года по семидесятые годы прошлого века.
Все раритетные автомобили компании FIAT , начиная с 1899 года (официальное начало выпуска) до настоящего времени принято разделять на следующие временные группы: FORE-RUNNERS (Предшественники): автомобили, построенные до конца 1905 года; VETERANS : автомобили, построенные между 1905 и 1918 годами; VINTAGE : автомобили, производившиеся между 1919 и 1935 годами; MODERN: с 1936 года по настоящее время.
Первая временная группа «FORE-RUNNERS» наглядно представлена на рис. 7. модельным рядом автомобилей, выпущенных компанией с 1899 по 1905 годы.
Первая временная группа «FORE-RUNNERS» наглядно представлена на рис. 8. модельным рядом автомобилей, выпущенных компанией с 1899 по 1905 годы.
Анализируя самые первые автомобили этого модельного ряда нетрудно заметить, что в конструкции их кузовов и компоновочных решениях явно прослеживаются каретные технологии их изготовления. Колеса экипажей деревянные и различного диаметра (сзади больше, чем спереди). Рулевое управление выполнено в виде штурвала серповидного типа. Двигатель располагается сзади под сиденьем водителя и пассажиров. Такое компоновочное решение объясняется конструкцией главной передачи, выполненной в виде цепи, соединяющей блок двигателя с задней осью. Двигатели горизонтального расположения, двухцилиндровые, маломощные, карбюраторные. Карбюратор располагался отдельно от двигателя. Сцепление выполнено в виде металлического конуса с кожаной накладкой.
Тормоза механические. Ножной тормоз только на задние колеса. Ручной тормоз бандажного типа на блокировку трансмиссии.
Подробное описание первого автомобиля и некоторых наиболее интересных с точки зрения новаций в конструкции автомобиля моделей приводится ниже.
Для простоты и системности дальнейшего изложения материала по конструктивным особенностям автомобилей целесообразно ввести понятие автомобиля-представителя определенной временной группы, который бы наиболее полно собрал в себе все новые технические решения на данный период развития техники, воплотившиеся в его конструкции и послужившие основой для дальнейшего развития в будущих моделях автомобилей. Для временной группы «FORE RUNNERS» это были следующие модели автомобилей компании FIAT.
Первые раритетные автомобили концерна Фиат (рис. 8).
Автомобиль FIAT 3 Уг (рис. 8), выпускавшийся в период с 1899 по 1900 гг., является первым автомобилем, выпущенным фирмой ФИАТ, основанной в 1899 году в Турине. Эта модель также известна как четырехсильный фиат.
Техническая характеристика автомобиля
Двигатель: тип: 3,5 л.с.; расположение: заднее; количество цилиндров и
расположение: два в линию, горизонтальное; объем цилиндров – 679 см3 ;
диаметр цилиндров и ход поршня: 65 мм и 99 мм; степень сжатия: 4: 1;
макс, мощность – 4,2 л.с. при частоте вращения коленчатого вала 800 1/м’1 ;


Расположение клапанов вертикальное; система зажигания – с прерывателем-распределителем, катушкой индуктивности и батареей; система охлаждения – водяная с помпой; топливная система карбюраторного типа; объем топливного бака 35 л; система смазки с автоматической подачей масла.
Трансмиссия: цепная, сцепление конусное, коробка передач 3-х скоростная с центральным расположением рычага.
Подвеска колес, передняя – зависимая на эллиптических рессорах; задняя — жесткая ось, подвешенная на полуэллиптических рессорах; колеса – с деревянными спицами; Шины: передние 580X55; задние 670X55.
Тормоза: ножной – механический; ручной – механический на трансмиссию и задние колеса.
Рулевое управление: с серповидным штурвалом. Шасси – деревянное, усиленное железными уголками.
Размеры автомобиля: колесная база – 1,470 мм; колея спереди – 1,220 мм; длина – 2,300 мм; ширина – 1,420мм; высота полная – 1,450 мм; клиренс – 250 мм; Масса: без нагрузки – 420 кг; в снаряженном состоянии – 680 кг.
Эксплуатационные характеристики: максимальная скорость — 35 км/ч;
макс, угол уклона – 8-10%; расход топлива на 100 км пути – 8 л; количество пассажирских мест: 2-3 в два ряда (задние под тентом).
Конструктивно, она выполнена как 2-х или 3-х местная машина с горизонтально расположенным 2-х цилиндровым двигателем объемом 600 см, трехскоростной коробкой передач без заднего хода. Привод от коробки передач на колеса – цепной. Несущие кузова (шасси) делались деревянные с металлическим усилением.
Всего за 1899 год было сделано 9 автомобилей, три из которых целы и сейчас – два находятся в Турине (один в Автомобильном музее, второй в Историческом Центре ФИАТа).
Один или два экземпляра были построены с усиленным двигателем (диаметры цилиндров были увеличены с 73 мм до 100 мм, а мощность двигателя повышена до 5. 6. л.с. при числе оборотов двигателя 1000 1/м’1).
На рис. 8. показано взаимодействие принципиально важных элементов конструкции автомобиля, его компоновочное решение. Двигатель расположен сзади, радиатор из тонких трубок спереди и бензобак под передним пассажирским сиденьем. Привод на задние колеса цепной.
Следует отметить, что конструкция двигателя типична для двигателей того времени, используемых на автомобилях Г. Бенца, «Панар-Левассор» и др. Сначала строились двигатели горизонтальной компоновки, затем вертикальной и с V- образным расположением цилиндров. Важной особенностью этих двигателей была быстроходность и сравнительно небольшая масса. Частота вращения коленчатого вала достигала 600… 1000 об/мин.
Шестисильный Р1АТ 6 НР, выпускавшийся в 1900… 1901 гг, (рис. 9) пришел на смену модели 3 х/г НР пришел ФИАТ 6 НР с модернизированным усиленным двигателем, мощностью 6 л.с. и объемом цилиндров 1100 куб. см., спортивной коробкой передач с добавлением шестерни заднего хода. Эта модель выпускалась в нескольких вариантах кузова и шасси: четырехместный дубль-фаэтон и трехместный стандартный.
Серповидный руль предлагался в качестве опции по желанию покупателя.
Стандартное исполнение предполагало машины с обычным круглым рулевым колесом.

Первый ФИАТ конкурентной модели с модернизированной передней частью появился в апреле 1901 года и получил обозначение 6 HP Корса.
Ввиду увеличения размеров модели 6 HP появилась возможность сделать более вместительный кузов для четырех пассажиров. За два года было изготовлено 12 экземпляров автомобилей с мотором 6 л.с.
Машины ФИАТ 6 HP развивали скорость до 45 км/час, преодолевали подъем до 12%. Расход топлива на 100 км пути составлял 15 л.
Технические характеристики автомобиля: тип – 6 л.с. с задним расположением двигателя; количество цилиндров два в линию (горизонтально); литраж – 1082 куб. см., диаметр цилиндров – 83 мм, ход поршня – 100 мм; компрессия – 4:1, максимальная мощность – 10 л.с. при частоте вращения коленчатого вала 1000 об/мин; система зажигания с прерывателем-распределителем, катушкой зажигания и аккумулятором; система охлаждения двигателя водяная принудительная; система питания – карбюраторная; бензобак емкостью 20 л; коробка передач трехступенчатая для движения вперед и задний ход, переключение рычагом; колеса металлические с деревянными спицами; размер колес 640X45 (передних) и 740X65 (задних); тормоза механические (ножной бандажного типа на трансмиссию), ручной (механический на задние колеса); рулевое управление двух типов – серповидный штурвал, либо круглое колесо; шасси – деревянное с металлическими усилителями.
Размерные параметры автомобилей: колесная база – 1750 мм; колея – 1260 мм; длина – 2300 мм; ширина – 1360 мм; высота – 1620 мм; масса без нагрузки – 750 кг, в снаряженном состоянии 1050 кг.
Первая модель ФИАТа с вертикальным расположение двигателя в передней части – это FIAT8 HP 1901… 1905 годов выпуска (рис. 10) со значительно улучшенной компоновкой.
Коробка передач имела скользящие переключаемые зубчатые колеса. Первые серии автомобилей комплектовались трубчатыми радиаторами спереди машины, более поздние модели, выпускаемые в 1902 году, комплектовались более эффективными сотовыми радиаторами, а также двойным цепным приводом на задние колеса.
Около 80 автомобилей были изготовлены с кузовом фаэтон.
Технические характеристики автомобиля: максимальная скорость 45 км/ч, расход топлива на 100 км пути 15 л, вместимость 2…3 пассажира.
Двигатель: с фронтальным расположением, 2-х цилиндровый, литраж 1082 см3 , диаметр цилиндров 83 мм, ход поршня 100 мм; степень сжатия 4,1:1; емкость бензобака 30 л; привод клапанов от кулачкового вала; смазка автоматическая.
Рулевое управление с червячным редуктором. Колеса с металлическими ободьями и деревянными спицами. Шасси деревянное с усилением металлическими уголками.
Размерные параметры автомобиля: колесная база – 1750 мм, колея передних колес – 1260 мм, задних – 1260 мм, длина – 2810 мм, высота –1450 мм: масса – 800 кг.
Первый серийный четырехцилиндровый Р1АТ 12 НР
1901… 1902 гг. выпуска (рис. 11) с оригинальной конструкцией двигателя стал первым автомобилем, предназначенным для экспортных поставок в другие страны.

Эту модель Фиат начал выпускать в начале 1901 года как первый 4-х цилиндровый автомобиль. Двигатель имел оригинальную конструкцию – состоял из двух блоков по два цилиндра в каждом. Трубчатый радиатор сотового типа располагался спереди автомобиля.
Выпущено около 100 экземпляров машин этой модели в серийном исполнении (это был первый серийный автомобиль компании ФИАТ и первый автомобиль, который экспортировался во Францию).
Основные технические характеристики: максимальная скорость 70 км/ч;
Максимальный угол подъема 14%; расход топлива на 100 км пробега 20 л.; вместимость бензобака 60 л.; трансмиссия цепная, коробка передач трехскоростная с задним ходом; рулевое управление с червячным редуктором; колеса металлические с деревянными спицами или металлические с усилением; колесная база 2140 мм, колея передних колес 1270 мм, задних 1280 мм, длина автомобиля 3270 мм, высота 1660 мм, ширина 1630 мм; масса без нагрузки 1210 кг.
Вместимость 4 пассажира. Двигатель: 4-х цилиндровый (два блока по два цилиндра), литраж 3,770 см; диаметр цилиндров 100 мм, ход поршня 120 мм; степень сжатия 4:1; максимальная мощность 16 л.с.; привод клапанов от кулачкового вала; двигатель карбюраторный.
Конструктивные особенности каркасных и металлических кузовов, дизайн и типаж раритетных автомобилей
Разделение кузовов по конструктивным признакам
Кузов является основным несущим элементом автомобиля и конструирование кузовов основывается не на интуитивном, субъективном подходе, а являться подлинно инженерной задачей, решаемой с учетом основных технологических параметров.
В конструкции кузова обычно предусматривается следующее: достаточная статическая и динамическая прочность, удобство в эксплуатации, долговечность, технологичность, ремонтопригодность, малая масса конструкции, малая стоимость изготовления, выполнение существующих предписаний по безопасности и мероприятия по повышению пассивной безопасности.
Эти принципы во многом определяют и дифференцированный подход к выбору материалов для кузовных панелей и силовых элементов.
Компоновка, форма, конструкция и технология изготовления кузова оказывают значительное влияние на технологическую характеристику автомобиля, его топливную экономичность, безопасность движения и срок службы автомобиля в целом. Характерными особенностями кузовных конструкций являются их относительно малая жесткость, большие размеры и сложность пространственных форм деталей. Эти особенности и требования взаимозаменяемости обуславливают сложную систему проектирования и производства кузовов.
Качество кузова определяется не только его конструкцией, но и технологией изготовления составляющих его деталей, способом их соединения, видом наносимых лакокрасочных и специальных покрытий, улучшающих его декоративный вид и повышающих долговечность кузова в целом. Высокое качество кузова обеспечивается на различных этапах его изготовления и делает его одним из самых трудоемких агрегатов автомобиля. Трудоемкость изготовления кузова легкового автомобиля составляет до 60% всей трудоемкости изготовления автомобиля.
По конструкции кузова могут быть:
Каркасные – когда облицовка кузова закрепляется при его изготовлении на собранном каркасе;
Полукаркасные – когда в кузове имеется лишь часть каркаса (отдельные стойки, дуги, усилители, которые связаны между собой непосредственно или панелями);
Бескаркасные – когда жесткость кузова достигается приданием различным участкам деталей такой формы, которая обеспечивает образование замкнутых жестких коробчатых сечений, заменяющих каркас в ответственных местах кузова при сборке деталей в узлы. Такие лицевые панели, как крыша кузова легкового автомобиля, сохраняет требуемую жесткость вследствие своей куполообразной формы.