После ремонта кузов легкового автомобиля подлежит окраске, целью которой является защита его поверхностей от коррозии и придание им требуемого декоративного вида.
Для получения качественного защитно-декоративного покрытия необходимо выбрать схему технологического процесса окраски. Могут быть рекомендованы три схемы окраски кузова, которые отличаются как числом операций, так и их содержанием:
1) полная окраска кузова со снятием старой краски;
2) окраска кузова по старой краске;
3) подкраска отдельных поврежденных участков поверхности кузова или замененных деталей.
Во всех этих схемах технологический процесс окраски обязательно включает следующие этапы:
1) подготовка поверхности под окраску;
2) нанесение лакокрасочного покрытия;
3) сушка нанесенного покрытия;
4) обработка окрашенных поверхностей.
Для получения качественного покрытия необходимо строго соблюдать технологию и особое внимание уделять тщательности выполнения отдельных видов работ, их последовательности, подбору соответствующих лакокрасочных материалов, выдержке требуемых технологических параметров процессов нанесения, сушки и окончательной отделки.
Подготовка к окраске заключается в тщательной очистке всей поверхности от загрязнений и специальной подготовке предварительно очищенной поверхности. Наиболее распространенными способами подготовки поверхностей являются механический, химический и смешанный, совмещающий оба предыдущих.
При химическом способе подготовка поверхностей проводится путем травления, обезжиривания, фосфатирования и пассивирования.
Травление — это химическое растворение или разрушение поверхностных слоев металла с целью удаления загрязнения или активации поверхности металла.
После нанесения раствора дают выдержку 3…5 минут, а затем смывают его водяной струей и нейтрализуют поверхность слабым щелочным раствором.
Обезжиривание — удаление жировой пленки органическими растворителями (бензин, уайт-спирит и др.). Перед окраской отдают предпочтение щелочным растворам, а не растворителям.
После обезжиривания производится промывка поверхности водой и пассивирующим раствором нитрата натрия или хромпика концентрацией 5 г/л. Для предотвращения появления налета коррозии на обезжиренной поверхности металла ее обдувают горячим воздухом.
Фосфатирование — это обработка обезжиренной поверхности разбавленными растворами первичных фосфорнокислых солей цинка, марганца и железа при наличии свободной фосфорной кислоты. Образующаяся при этом фосфорная пленка в сочетании с лакокрасочным покрытием обеспечивает надежную и долговременную защиту кузова от коррозии.
Пассивирование — повышение защитной способности фосфатной пленки раствором хромпика концентрацией 1 … 3 г/л, что связано с пористостью фосфатной пленки. Пассивирование снижает скорость растворения стали в порах и увеличивает защитные свойства лакокрасочного покрытия.
Следует отметить, что химический способ подготовки к окраске на предприятиях автосервиса практически не применяется, поэтому ниже рассматривается механический способ.
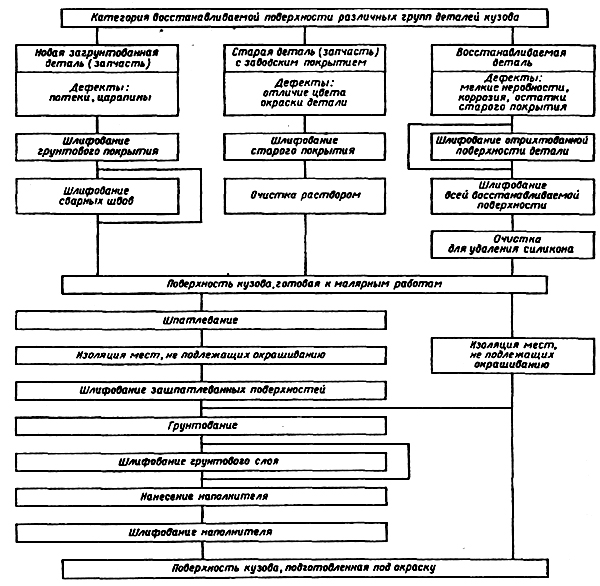
Весь объем работ по окраске деталей кузова делится на три этапа: первый – подготовка основы поверхности детали к окрашиванию; второй – непосредственная подготовка поверхности детали к окрашиванию; третий – процесс окрашивания детали кузова. Подготовка основы поверхности детали к окрашиванию зависит от качества ее поверхностного слоя. В зависимости от исходного технического состояния поверхности, подвергающейся в дальнейшем окрашиванию детали кузова автомобиля, делятся на три группы: новые запасные детали, покрытые заводским грунтом; старые детали, имеющие заводское лакокрасочное покрытие, зачастую другого цвета; ремонтная деталь, на поверхности которой может присутствовать как чистый металл, так и остатки различных лакокрасочных покрытий (рис. 7.7).
Подготовка основы поверхности детали к окрашиванию.
У новых деталей, поверхности которых имеют заводской грунт, сначала шлифуют неровности, например, царапины, потеки и прочие дефекты. При этом в зависимости от сложности дефекта, используется сухое или мокрое шлифование абразивом Р120. Затем вся поверхность детали подвергается сухому или мокрому шлифованию абразивами зернистостью Р180…400. Если новая деталь приваривается к кузову, то, естественно, необходимо отшлифовать еще и сварочные швы. Поверхности зоны с прилегающими деталями, которые могли быть повреждены новой сваркой, также необходимо отшлифовать. Поверхность старой детали вначале шлифуют и зачищают оставшееся лакокрасочное покрытие. При наличии мест, поврежденных коррозией, их зачищают до голого металла или удаляют коррозию и краску струйной очисткой, после чего обрабатывают преобразователем ржавчины. Поверхности восстановленной детали методами правки и рихтовки и сопрягаемое место тщательно шлифуют до создания возможно более плавного перехода от поврежденного места к оригинальной окрашенной поверхности детали.
Сцепляемость (адгезия) лакокрасочного покрытия с окрашиваемой поверхностью может быть прочной только после тщательной очистки поверхности от загрязнений, ржавчины, старой краски и жировых пятен. При подготовке поверхности используют механические (пескоструйная, гидроабразивная обработка) и химические методы (смывки, уайт-спирит и бензин-растворитель БР-1).
Существует несколько способов струйной обработки для снятия старой краски и ржавчины.
Пескоструйная сухая очистка по принципу давления (описана выше).
Поверхность, подлежащую обработке, очищают, от герметика и масла, так как они гасят силу ударов струи песка, а также снимают все окружающие детали и проводку.
Струйная сухая очистка гранулами. При этом виде струйной очистки в качестве абразивного материала используются стеклянные гранулы, которые предназначены для удаления краски и загрязнений и не повреждают обрабатываемую поверхность. Аппарат для струйной очистки гранулами работает гораздо медленнее, чем пескоструйный аппарат, а также обходится дороже. После обработки этим аппаратом поверхность трудно очистить.
При химическом способе применяются органические смывки, которые представляют собой сложную смесь растворителей с замедлителями испарений и другими добавками. Смывку наносят кистью два-три раза в зависимости от толщины лакокрасочного покрытия. Время размягчения покрытия смывкой 30…40 мин, после чего шпателем или щеткой удаляют размягченное покрытие. Затем протирают поверхность уайт-спиритом для снятия остатков смывки, обильно промывают водой и сушат кузов.
Удаление лакокрасочного покрытия и ржавчины шлифовальным кругом. Для лучшей адгезии шпатлевки с основанием можно удалить с поврежденного участка панели первоначальное лакокрасочное покрытие или ржавчину с помощью шлифовального круга (рис. 7.8).
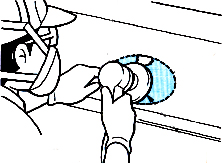
Шлифовальную машину устанавливают под углом к обрабатываемой поверхности. Шлифование производится до округлой формы наждачной бумагой зернистостью 60.
Сглаживание краев. Края первоначального лакокрасочного покрытия вокруг отшлифованного участка сглаживаются до плавного перехода (рис. 7.9). Если края останутся необработанными, после покраски будут заметны следы от шпатлевки.
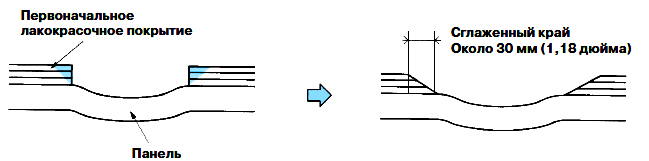
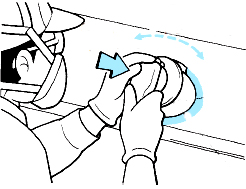
При сглаживании краев плавно перемещают шлифовальную машину вдоль краев, слегка прижимая и приподнимая один край наждачную бумагу примерно на 10 мм (рис. 7.10). Эта операция выполняется наждачной бумагой зернистостью 120.
Для удаления старого комплексного покрытия наиболее эффективным является химический способ. Он основан на растворении, разбухании покрытия, которое становится рыхлым и легко удаляется механическим путем.
После удаления старого лакокрасочного покрытия выполняют мокрое шлифование окрашиваемых поверхностей шлифовальными шкурками. При небольшой толщине покрытия, не имеющего механических повреждений, его шлифуют механическим способом до эпоксидного грунта заводской окраски.
При значительной коррозии поверхности ее зачищают до металла и обрабатывают преобразователем ржавчины.
Преобразователь ржавчины вступает в химическую реакцию с ржавчиной и преобразует ее в твердую ровную поверхность, которая обеспечивает лучшую адгезию уплотняющего состава, чем при нанесении этого же состава непосредственно на ржавчину.
Поверхность, подвергаемая обработке преобразователем ржавчины, должна быть чистой и отслаивающуюся ржавчину необходимо удалить с нее с помощью металлической щетки. В тоже время необходимо, чтобы на поверхности оставался налет ржавчины, в противном случае преобразователь ржавчины не будет вступать в реакцию. Если отслаивающаяся ржавчина не удалена, преобразователь ржавчины не обеспечит соответствующую адгезию к поверхности.
Преобразователь ржавчины нельзя наносить на металл без ржавчины.
Вновь моют кузов водой, обдувают сжатым воздухом и сушат. Обезжиривают окрашиваемые поверхности уайт-спиритом или бензином-растворителем БР-1 и промазывают уплотнительной мастикой сварные швы и стыки замененных деталей. Удаляют излишки мастики ветошью, смоченной уайт-спиритом. Поверхности, не подлежащие окраске, изолируют плотной бумагой и клейкой лентой.
Прошлифованные до металла обезжиренные поверхности шпатлюют и покрывают грунтовкой для получения высокой адгезии с металлом, хорошего сцепления с вышележащими слоями и надежных противокоррозионных свойств.
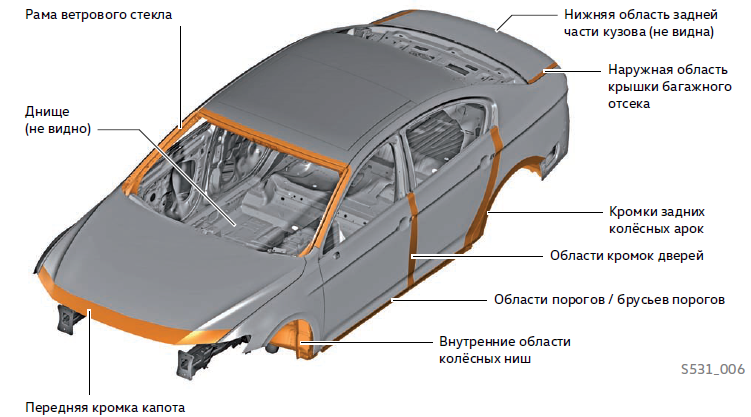
И напыляемые, и полиэфирные шпатлёвки обладают высокой гигроскопичностью, то есть стремятся всасывать влагу, как губка. Поэтому в случаях зачистки поверхностей до голого металла в критичных с точки зрения коррозии зонах автомобиля шпатлёвку необходимо изолировать. В противном случае после шпатлевания не сохраняется гарантия от сквозной коррозии. К критичным с точки зрения коррозии относятся следующие зоны автомобиля (рис. 7.11).
Для лучшей адгезии шпатлевки с основанием необходимо удалить масляные пятна и грязь, сдуть воздухом частицы, оставшиеся после шлифования. После этого следует смочить ветошь в обезжиривающем растворителе и протереть поверхность влажной ветошью, чтобы растворить масляные пятна. Затем протирают поверхность сухой ветошью, чтобы удалить масляные пятна прежде, чем поверхность высохнет.
Разбавляют грунтовку ксилолом или сольвентом. Пониженная вязкость не обеспечивает надежной защиты от коррозии, высокая – хорошего сцепления с последующими слоями покрытий. Грунтование следует выполнять в минимальные сроки после подготовки поверхности. После грунтования и охлаждения кузова выполняют его мокрое шлифование шкуркой, моют водой, обдувают сжатым воздухом, сушат. При необходимости шпатлюют неровные места. Шпатлевка наносится тонким слоем: лаковая шпатлевка – слоем толщиной не более 0,3…0,5 мм, другие – не более 0,1 мм. Не рекомендуется наносить более 5 слоев шпатлевки. Загустевшую шпатлевку разбавляют ксилолом до необходимой вязкости. После нанесения шпатлевки сушат кузов при температуре 18…20°С в течение 30 мин и снова шлифуют зашпатлеванные поверхности шкуркой. Шлифование необходимо для сглаживания шероховатостей, оставшихся после шпатлевания, и для создания лучшего сцепления между слоями покрытия. Шлифуют промежуточные и последние слои после высыхания каждого слоя. Во избежание образования пыли рекомендуется мокрое шлифование водостойкой шкуркой. Шлифование выполняют вручную или пневматическими машинками. Затем кузов моют, продувают сжатым воздухом и сушат. Изолируют неокрашиваемые поверхности кузова плотной бумагой, клейкой лентой и устанавливают его в окрасочную камеру. Обезжиривают окрашиваемые поверхности уайт-спиритом. Открывают двери, капот, крышку багажника.
При подготовке кузова к окраске наиболее сложными операциями являются шпатлевания и грунтовка, удаление первоначального лакокрасочного покрытия или ржавчины, поэтому эти операции рассмотрим более детально.
Шпатлевание и шлифование (вышкуривание). Шпатлевка обладает схожими свойствами с краской. На рис. 7.12 показан слой шпатлевки, наносимый при выполнении покрасочных работ.
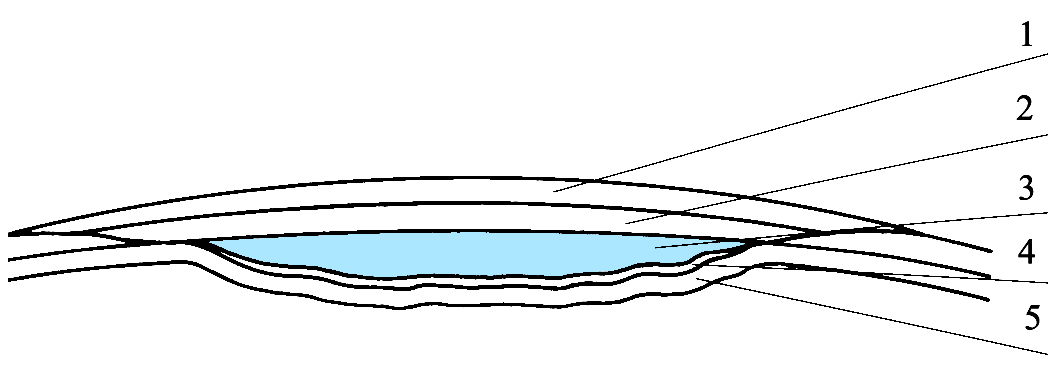
1 – лакокрасочное покрытие; 2 – грунт порозаполнитель; 3 – шпатлевка; 4 – грунтовка; 5 – металл
Грунтовка служит для защиты от ржавчины, создание поверхности с хорошей адгезией. Шпатлевка предназначена для заполнения глубоких вмятин, создания поверхности с хорошей адгезией. Грунт порозаполнитель создает гладкую поверхность с хорошей адгезией и предотвращает впитывания в шпатлевку лакокрасочного покрытия.
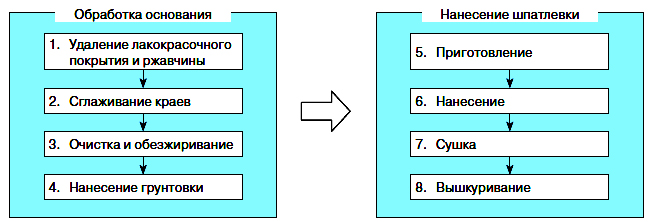
Технологический процесс шпатлевания включает в себя два этапа обработку основания и нанесение шпатлевки (рис. 7.13)
Для шпатлевания применяется специальный инструмент (рис. 7.14)
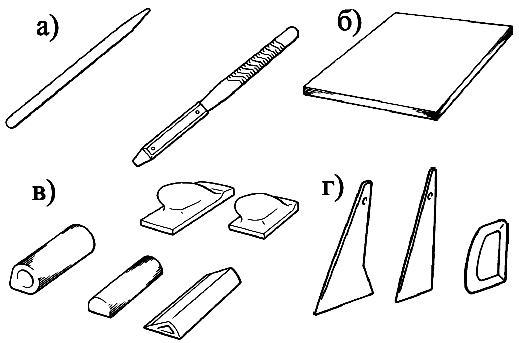
Палочка для приготовления шпатлевки (рис. 7.14, а) служит для приготовления и извлечения шпатлевки из емкости. Обычно изготавливается из металла или пластмассы. Пластина для приготовления шпатлевки (рис. 7.14, б) необходима для смешивания шпатлевочной основы и отвердителя. Изготавливается из металла, дерева, пластмассы или картона.
Плашка (рис. 7.14, в) применяется для шлифования шпатлевки с помощью закрепленной на плашке наждачной бумагой. Имеет различные формы и размеры. Изготавливается из дерева, пластмассы или резины.
Шпатель (рис. 7.14, г) предназначен для приготовления шпатлевки на пластине и нанесения шпатлевки на кузовную панель. Изготавливается из металла, пластмассы, дерева или резины.
Для шлифования (вышкуривания) окрашенной или зашпатлеванной поверхности наждачной бумагой применяют шлифовальные машины, которые классифицируются по источнику питания и направлению движения шлифовальной платформы (рис. 7.15).
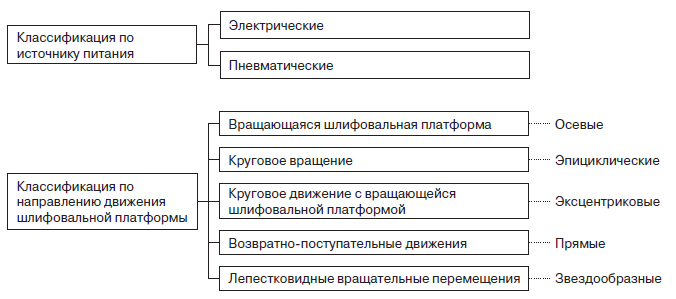
На рис. 7.16 показаны основные виды шлифовальных машин по виду направления шлифования.
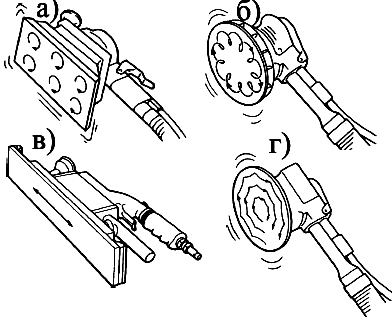
Эпициклическая шлифовальная машина (рис. 7.16, а) для вышкуривания шпатлевки и грунта-порозаполнителя обеспечивает равномерное шлифование по всей площади рабочей поверхности и позволяет создать гладкую поверхность даже при наличии недостаточного опыта шлифования.
Эксцентриковая шлифовальная машина (рис. 7.16, б) служит для вышкуривания шпатлевки, грунта-порозаполнителя и сглаживания краев. Эффективность шлифования рабочей поверхности по краям такой машиной больше, чем в центре. В зависимости от вида применения существует несколько типов шлифовальной платформы различной жесткости. Более жесткие платформы используются для придания формы поверхностям. Более мягкие платформы используются для полировки поверхностей.
В прямой шлифовальной машине для грубого вышкуривания шпатлевки (рис. 7.16, в) шлифовальная платформа перемещается по прямой линии, поэтому ее можно использовать для шлифования около прямых выступающих линий кузова.
Звездообразная шлифовальная машина для грубого вышкуривания шпатлевки (рис. 7.16, г) отличается высокой эффективностью шлифования. Скорость вращения диска не уменьшается, даже если его сильно прижать к обрабатываемой поверхности.
Для шлифования применяются абразивы – твердые мелкие частицы, используемые в свободном или связанном виде для механической обработки изделий. Принцип их действия заключается в удалении материала обрабатываемой поверхности острыми выступами абразива. При этом от абразивных частиц, имеющих, как правило, кристаллическую структуру, откалываются микроскопические крупицы, образуя новые рабочие кромки. Основные характеристики абразивных материалов – микротвердость, механическая прочность, хрупкость и размер зерна.
Материалом для изготовления абразивов могут быть как продукты природного происхождения, так и искусственно созданные. Искусственные применяются шире, отчасти из-за химического состава и физико-механических свойств. Из большого списка искусственных абразивов широкое распространение получили синтетический алмаз, карбиды бора и кремния, кубический нитрид бора (торговая марка – эльбор), электрокорундовые материалы.
Особое значение имеют сверхтвердые абразивные материалы, к которым относятся алмаз и кубический нитрид бора. Инструменты из алмаза эффективны при обработке хрупких и высокотвердых материалов, при чистовом шлифовании, заточке и доводке твердосплавных режущих инструментов, хонинговании. Однако для алмазного инструмента есть ограничение: при обработке сталей происходит диффузионный износ шлифовального зерна, так как углерод из алмаза отбирается сталью. Поэтому стали обрабатываются инертным для них эльбором. В свою очередь, эльбор вступает в химическую реакцию с твердыми сплавами, – здесь необходимы алмазные абразивы.
Абразивные инструменты принято делить на три вида: гибкие, жесткие и инструменты в виде свободных абразивов и паст.
Гибкие инструменты. К ним относятся шлифовальные шкурки, ленты, лепестковые круги, сетчатые и фибровые диски, щетки из абразивонаполненных волокон.
Шлифовальные материалы (наждачная бумага) различных форм и зернистости предназначены для шлифования лакокрасочного покрытия или шпатлевки с помощью шлифовальной машины или плашки (рис. 7.17).

Виды наждачной бумаги по форме показаны на рис. 7.18
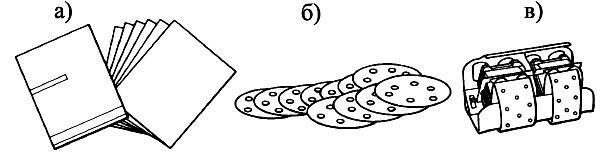
а – прямоугольная; б – круглая; в – ленточная
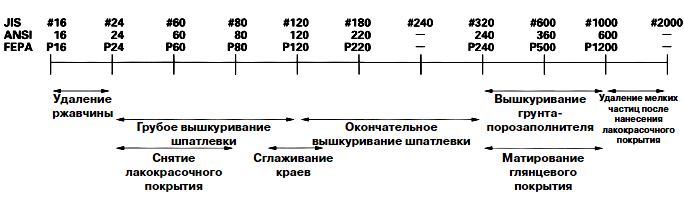
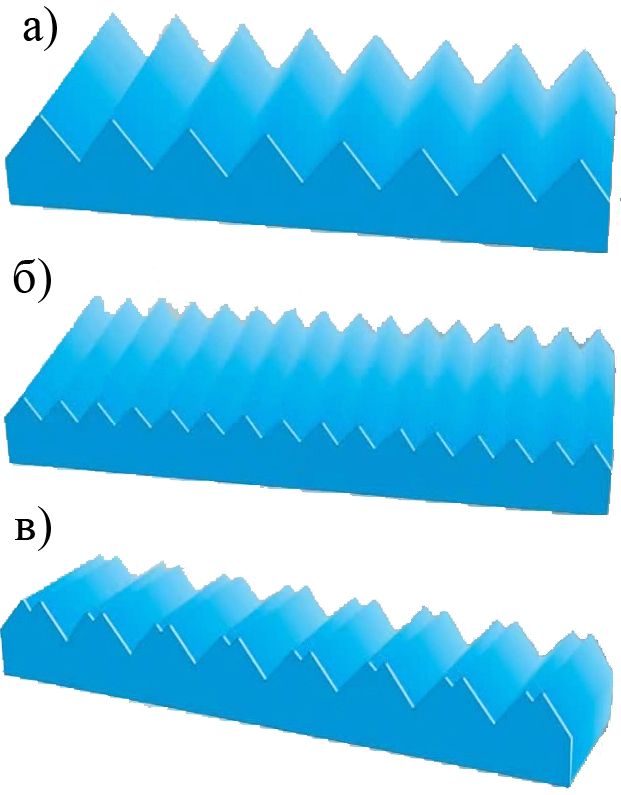
Шлифовальные материалы классифицируются по размеру используемого зерна. Зернистость указывает на размер абразивных частиц. При этом используются так называемые ряды Р. Размеры зерен устанавливаются по сетке дюймового формата, т.е. номер зернистости обозначает количество ячеек стороны квадрата размером один квадратный дюйм, через который просеиваются зерна (рис. 7.19).
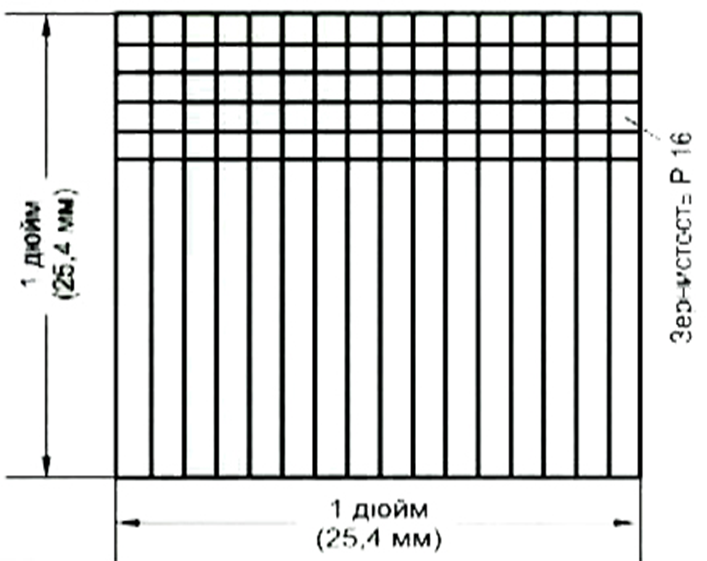
Наиболее распространенным обозначением размера зернистости является размер частиц по шкале FЕРА (европейский союз изготовителей шлифовальных материалов). Размер частиц обозначается латинской буквой «Р» и последующей цифрой. Чем больше номер зернистости, тем меньше размер частиц. Р12 — обозначение для самых больших частиц, Р1200 —для самых мелких частиц.
При шлифовании шпатлевки чаще всего используется наждачная бумага зернистостью 40…180 Р. На рис. 7.20 приведены примеры использования наждачной бумаги определенной зернистости.
По маркировке России на наждачной бумаге маркировку наносят на нерабочую поверхность в виде букв и цифр, например: Л 230×280 Л1 51С 8-ПСА, где:
Л– шлифовальные листы;
230×280 – размеры листа шкурки, в мм;
вторая группа цифр и букв – материал основы шкурки:
Л1, Л 2, М – влагопрочная бумага;
П1, П2…П11– невлагопрочная бумага;
С1, С1 Г, С2Г, У1, У2, У1 Г, У2Г – ткань-саржа;
П – ткань-полудвунитка;
третья группа цифр и букв обозначает состав зерен шлифматериала:
94 А; 93 А; 92 А; 91 А; 45 А; 44 А; 43 А; 38 А; 25 А; 24 А; 23 А; 15 А; 14 А; 13 А; Ф13 А – обозначающие марки электрокорунда;
64 С; 63 С; 55 С; 51 С – обозначающие марки карбида кремния;
81 Кр – кремень;
71 Ст – стекло;
8-П — четвертая группа цифр и букв — указывает зернистость, т. е. является условным обозначением размера абразивных зерен шлифматериала. Цифра зернистости, умноженная на 10, указывает размер основной фракции зерен, мкм. Цифра «8» соответствует 80 мкм в нашем примере. Буква «П» соответствует минимальному процентному содержанию основной фракции: «П» –55%; «Н» – 45%; «Д» – 41%.
Наряду с зернистостью ряды Р определяют допуски на наличие мелких и крупных зерен. Степень концентрации шлифовальных зерен на несущем материале разделяется на плотное, открытое и закрытое размещение.
При открытом размещении зерна уложены равномерно и покрывают 50…70% поверхности, поэтому при этом размещении зерен сохраняется большое пространство между отдельными зернами куда может попадать шлифовальная пыль. Материал с такой концентрацией зерен подходит для вязких мажущихся материалов оставляет после обработки риски большой глубины. При плотном или закрытом размещении зерен они размещены плотно и покрывают 90…100% поверхности несущего материала. Этот материал отличается высокой стойкостью и позволяет достичь более высокого качества обрабатываемой поверхности и рекомендуется для чистовой обработки обрабатываемых поверхностей, где нет опасности засаливания.
Одним из параметров шлифовального материала является глубина риски, что является критерием качества обрабатываемой поверхности. Она измеряется в микронах и показывает отклонение профиля поверхности от идеального. При обработке с помощью шлифовального материала глубина риски зависит от размера зерен и плотности их размещения (табл. 7.1).
Зависимость глубины риски на качество обрабатываемой поверхности
| Глубина риски | Качество поверхности | |
| Мелкое зерно | Малая | Высокое |
| Крупное зерно | Большая | Низкое |
| Отрытое размещение | Большая | Низкое |
| Плотное размещение | Малая | Высокое |
При шлифовке очень важно соблюдать последовательность применения абразивных материалов разной зернистости. Не следует переходить от грубой зернистости сразу к мелкой, обязательно нужно произвести промежуточную зашлифовку.
После применения грубой зернистости образуются глубокие риски. Если их сразу зашлифовывать очень мелким зерном, то риски не расшлифуются. Особенно часто данная ошибка встречается при зашлифовке поверхности перед нанесением шпатлёвки. Даже если шпатлёвку наносить по всем правилам, т.е. сначала плотно втирается тонкий слой и только затем идёт толстый слой, она не заполнит острую риску до самого дна. Там образуется полость. В течение некоторого времени (сроки могут быть разные: от нескольких дней до нескольких месяцев) растворитель полностью из этой полости испарится, и шпатлёвка даст осадку. Риски проявятся на, казалось бы, идеальной до этого поверхности.
Сетчатые диски получаются путем нанесения абразивного материала на сетчатую основу и используются для полирования и зачистки поверхностей. Жесткие сетчатые диски, изготовленные на основе стекловолокна и лавсана, пригодны для разрезки небольших деталей из дорогостоящих материалов. Если нанести абразивный материал на фибровую основу (целлюлоза, пропитанная хлористым цинком), то получится фибровый диск для зачистки и полирования. Для подготовки поверхности к нанесению грунта и краски, например, для кузовных работ, такой диск незаменим.
И, наконец, существуют щетки различной формы с металлической или синтетической «щетиной». Щетки применяются для удаления заусенцев, очистки поверхности от окалины, ржавчины, лака и краски, обработки сварных швов, а также для отделки поверхности: матирование, сатинирование, шлифование. Рабочий материал щеток варьируется от стальной и латунной проволоки до пластмассы с карбидом кремния. По структуре проволока может быть плетеной, не плетеной и гофрированной.
Жесткие инструменты. Инструменты фиксированной формы – это круги всех типов, кольца, сегменты, шлифовальные головки, бруски. Помимо абразивного материала определенной зернистости в состав этого вида инструмента входят органическая или керамическая связка и упрочняющие элементы. Инструменты на основе органической связки имеют тепловые ограничения, что требует осторожного использования охлаждающих жидкостей, и подвержены воздействию щелочей. Но эластичность органики делает незаменимым такой инструмент для операций по снятию больших припусков, например, при обдирке. Плюсы керамической связки – высокая огнеупорность, химическая и водостойкость. К их недостаткам относится хрупкость и, как следствие, непригодность для работ с высокой ударной нагрузкой. При этом керамическая связка хорошо «держит» форму, что важно при высокоточном шлифовании, имеет высокую износостойкость и выдерживает высокие температуры. К жестким абразивным инструментам относятся также и многочисленные напильники, рашпили и надфили.
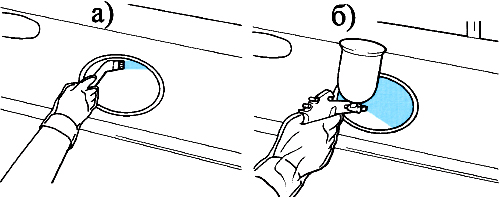
Первичное нанесение грунтовки. Грунтование является одним из важнейших этапов окраски кузова, которое обеспечивает прочное сцепление (адгезию) лакокрасочного покрытия с поверхностью детали, защиту металла от коррозии, а также заполняет остаточные риски и поры на зашпатлеванном участке, формируя поверхность для нанесения красок. Но совместить весь комплекс требуемых качеств в одной грунтовке практически невозможно, поэтому они делятся на два типа: первичные — наносятся на голый металл для создания адгезии и защиты от коррозии и вторичные (наполнители, выравниватели) — наносятся на поверхность, обработанную первичной грунтовкой для окончательного выравнивания поверхности перед нанесением краски. Первичной грунтовкой покрывается обработанная металлическую поверхность, для защиты поверхности от коррозии и обеспечения лучшей адгезии шпатлевки. Грунтовка наносится следующими с помощью кисти (рис. 7.21, а) или пульверизатором (рис. 7.21, б).
Приготовление шпатлевки. Шпатлевочную основу необходимо смешивают с отвердителем углом шпателя и тщательно перемешивают (рис. 7.22).

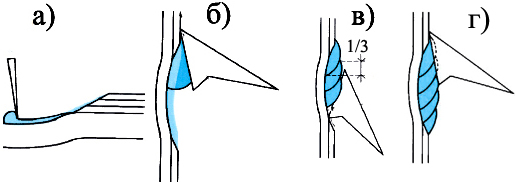
Нанесение шпатлевки. Сначала наносится тонкий слой шпатлевки на всю металлическую поверхность лезвием шпателя (рис. 7.23, а). Далее наносится основной слой шпатлевки, который должен возвышаться над уровнем лакокрасочного покрытия. При первом движении шпателя необходимо захватить сглаженный край лакокрасочного покрытия (рис. 7.23, б).
Далее шпатлевка наносится таким образом, чтобы шпатель захватывал не менее одной трети предыдущей полоски шпатлевки (рис. 7.23, в). Грубые полоски шпатлевки сглаживаются до образования равномерной поверхности (рис. 7.23, г).
Сушка (отвердевание) производится до 20…30 минут после нанесения при комнатной температуре. Процесс отвердевания можно ускорить, нагрев шпатлевку до 50° С. Окончанием сушки считается твердое состояние шпатлевки. Твердость на ощупь означает, что после легкого прикосновения к зашпатлеванной поверхности на пальцах не остается следов шпатлевки.
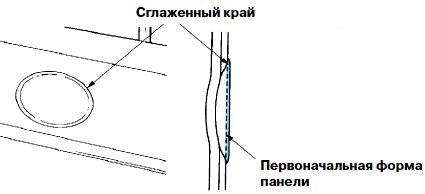
Шлифование. Для получения первоначальной формы панели шпатлевку необходимо прошлифовать с помощью шлифовальной машины или плашки наждачной бумагой зернистостью 80. Сначала слегка прошлифовывают зашпатлеванную поверхность и проверяют, остаются ли частицы шпатлевки в наждачной бумаге. Если наждачная бумага забивается частицами шпатлевки, это означает, что шпатлевка до конца не высохла. После полного высыхания шлифуют зашпатлеванную поверхность до получения первоначальной формы панели. Шлифование производится до тех пор, пока не станет заметен сглаженный край лакокрасочного покрытия (рис. 7.24).
Грунтование перед покраской (вторичное грунтование). После завершения выравнивания зашпатлеванной поверхности методом с помощью шлифования, переходят к следующему этапу – вторичному грунтованию. Грунтование является одним из важнейших этапов окраски кузова, которое обеспечивает кроме адгезии лакокрасочного покрытия с поверхностью детали и защиты металла от коррозии, заполнение остаточных рисок и пор на зашпатлеванном участке, формируя поверхность для нанесения красок.
Перед нанесением грунта необходимо тщательно обеспылить ремонтируемую поверхность и обезжирить ее.
В качестве примера рассмотрим вариант, с базовой краской металлик. Для грунтования понадобится:
— несколько банок грунтовки (расход грунтовки зависит от размера покрываемой площади; стандартная ёмкость банки – 1 литр);
— мерные стаканчики для точного смешивания компонентов;
— пульверизатор (краскопульт);
— воронка (ситечко) (необходима, чтобы в краскопульт не попадали частицы грязи);
— компрессор.
После того, как готовы все необходимые материалы автомобиль загоняется в покрасочную камеру, в которой не должна присутствовать пыль и работает приточно-вытяжная вентиляция. Если работа проводится в холодное время, необходимо дать машине прогреться до температуры воздуха в камере. Далее, нужно смочить салфетку обезжиривателем и протереть весь кузов, устранив, тем самым, с него жир, пыль и другие нежелательные вещества.
После этого можно приступаю к смешиванию компонентов грунтовки, согласно инструкциям.
Грунтовку наносят краскораспылителем равномерным слоями (примерно в 1 мм). Как правило, достаточно, 2-3 слоев. Между нанесением слоев необходим временной промежуток около 10 минут, чтобы дать подсохнуть и «схватиться» предыдущему слою.
После того, как все слои нанесены, кузов высушивают. Когда грунт высохнет, нужно его заматовать, то есть, придать поверхности шероховатость наждачной бумагой мелкой зернистости.
Шлифование выполняют вручную или пневматическими машинками, как всухую, так и с применением воды. Затем кузов моют, продувают сжатым воздухом и сушат. Перед покраской изолируют неокрашиваемые поверхности кузова плотной бумагой, клейкой лентой. Обезжиривают окрашиваемые поверхности уайт-спиритом.
Грунтование отдельного элемента отличается от вышеприведенного алгоритма действий лишь размером обрабатываемой площади и меньшим расходом материала.
Цвет грунт имеет определенное значение. Хотя краска полностью перекрывает грунт, однако в будущем, в местах сколов грунт схожий по тону с краской будет заметен намного меньше и перекрыть его будет проще. Самый распространенный – это серый нейтральный цвет и подходит, как правило, под любой цвет краски. Однако при кузовном ремонте используются белый и черные цвета, а смешивая их можно получить более светлый или темный серый цвет.
Пример подготовки отдельной детали кузова под покраску (крыло, дверь и т. д.). Начинают с мойки и чистки детали. Удаляют старую краску. Если деталь была восстановлена после удара или поражения коррозией, если деталь несколько раз перекрашивалась или была покрашена нитроэмалью, то в этом случае потребуется обработка грубой шкуркой с градацией Р80 или смывка с нанесением ее кистью на небольшой участок. После этого поверхность еще раз следует прошлифовать сухой грубой шкуркой зернистости.
Шлифовка производится вручную (рис. 7.25, а) или шлифовальной машинкойпри больших поверхностях (рис. 7.25, б). Если применяется шлифовальная машинка, она всегда должна быть расположена параллельно обрабатываемой поверхности иначе на ней могут образоваться впадины, которые затем будет сложно удалить.

Затем приступают к мокрому шлифованию менее грубой шкуркой всей поверхности, подготовленной под шпаклевку.
Обезжиривают подготовленную поверхность и шпателем наносят двухкомпонентную либо эпоксидную шпатлевку в зависимости от состояния детали.
Рекомендуется проводить шпатель только один раз по месту, при этом получаются ровные края, и шпаклевка под шпателем ложится ровно. После ее высыхания производится мокрое шлифование абразивом 120…180Р. Более грубый абразив применять не следует, так как при этом могут образовываться глубокие риски, которые затем будет сложно устранить.
По мере шлифования последующих слоев шпатлевки применяют абразивы с более мелкой зернистостью. При этом действует правило «100», т.е. последующий слой шпатлевки снимается абразивом с градацией около 100. В идеальном случае это будет таким образом:
Р80-120/Р180-Р240-Р320-Р400
При таком чередовании каждая последующая мелкая градация абразива наиболее эффективно устраняет риски от предыдущих абразивов. При правильном чередовании каждая последующая градация уменьшает шлифовальные риски от предыдущей градации в 2 раза (рис. 7.26, а, б). При перескакивании через градацию риски от более крупного абразива не перешлифовываются полностью (рис. 7.26, в) и лакокрасочный материал может после высыхания может просесть в оставшиеся углубления рисок.
На шпаклевочном слое все места должны быть так зашлифованы, чтобы не было никаких полосок, изъянов, штрихов. Обязательно промывают водой зашлифованные участки, проверяют кончиками пальцев обработанную поверхность. После высыхания поверхность надо обезжирить и при помощи распылителя положить слой грунта. Во избежание попадания грунта на соседние поверхности, которые не подлежат окраске, необходимо покрыть их бумагой и липкой лентой. Перед шлифованием промежуточных слоев бумагу снимают, а перед нанесением последующего слоя вновь наклеивают липкую ленту.
Грунтовка хорошо проявляет изъяны. И, если они обнаруживаются, надо снова шлифовать поверхность и при необходимости шпаклевать ее, стараясь при этом не повредить бездефектные слои грунта или старую краску. После исчезновения заметных, ощутимых рукой границ между новым грунтом и слоем вновь нанесенной шпаклевки мелкой шкуркой осторожно проходят по всей поверхности, подготавливая ее к окраске.
При исправлении дефекта покрытия красить только одно поврежденное место не рекомендуется. Это место будет выделяться, а подобрать эмаль по цвету и колеру очень сложно. Красить нужно это место до какой-либо границы, выступа либо целиком всю деталь.
Дополнительно можно посмотреть фильмы
7.4: https://www.youtube.com/watch?v=inl50UEyLBc
Контрольные вопросы к подразделу 7.3
1. В чем заключается технология подготовка к окраске кузова автомобиля?
2. Перечислите способы очистки деталей при их подготовке к окраске.
3. В чем заключается технология шпатлевания и шлифования при подготовке поверхности кузова к окраске. Какое оборудование при этом применяется?