После нанесения на поверхность слой лакокрасочного материала и специального покрытия необходимо просушить, чтобы получить пленку покрытия. Процесс высыхания разных лакокрасочных материалов протекает неодинаково и зависит от природы последних.
Высыхание ряда материалов сводится в основном к испарению растворителей, в результате чего образуется пленка покрытия. К таким материалам относятся нитроцеллюлозные, перхлорвиниловые и некоторые, другие лаки и эмали. Высыхание других материалов представляет собой более сложный процесс, в котором различают две фазы: испарение растворителей, а затем сложные химические процессы окисления, конденсации, полимеризации, составляющие 80…90 % продолжительности сушки. К данной категории относятся материалы на основе масел и ряда синтетических смол: лаки и эмали алкидные, фенольно-формальдегидные, меламиноалкидные и ряд других.
Режим сушки оказывает большое влияние на качество покрытий, особенно тех, образование которых происходит в результате удаления растворителей и сложных химических процессов (алкидные, эпоксидные, полиуретановые и др.). С повышением температуры и подвижности воздуха, ускоряющего отвод паров растворителей, эти процессы протекают значительно быстрее и полнее, что способствует увеличению адгезии, твердости, прочности, уменьшению водопоглощаемости и улучшению других свойств покрытий.
Сушка может быть естественной и искусственной. Естественную сушку применяют в основном для быстросохнущих покрытий.
В зависимости от способа передачи теплоты к окрашенной поверхности различают следующие способы искусственной сушки: горячим воздухом (конвекционная сушка), инфракрасным излучением (терморадиационная сушка), индукционными токами высокой и промышленной частоты, ультрафиолетовым излучением и др. Наибольшее распространение при сушке окрашенных кузовов получили конвекционная и терморадиационная сушки .
При конвекционном способе сушки (рис. 7.55) тепло циркулирующего воздуха передается на покрытие, и процесс высыхания начинается с его поверхности.
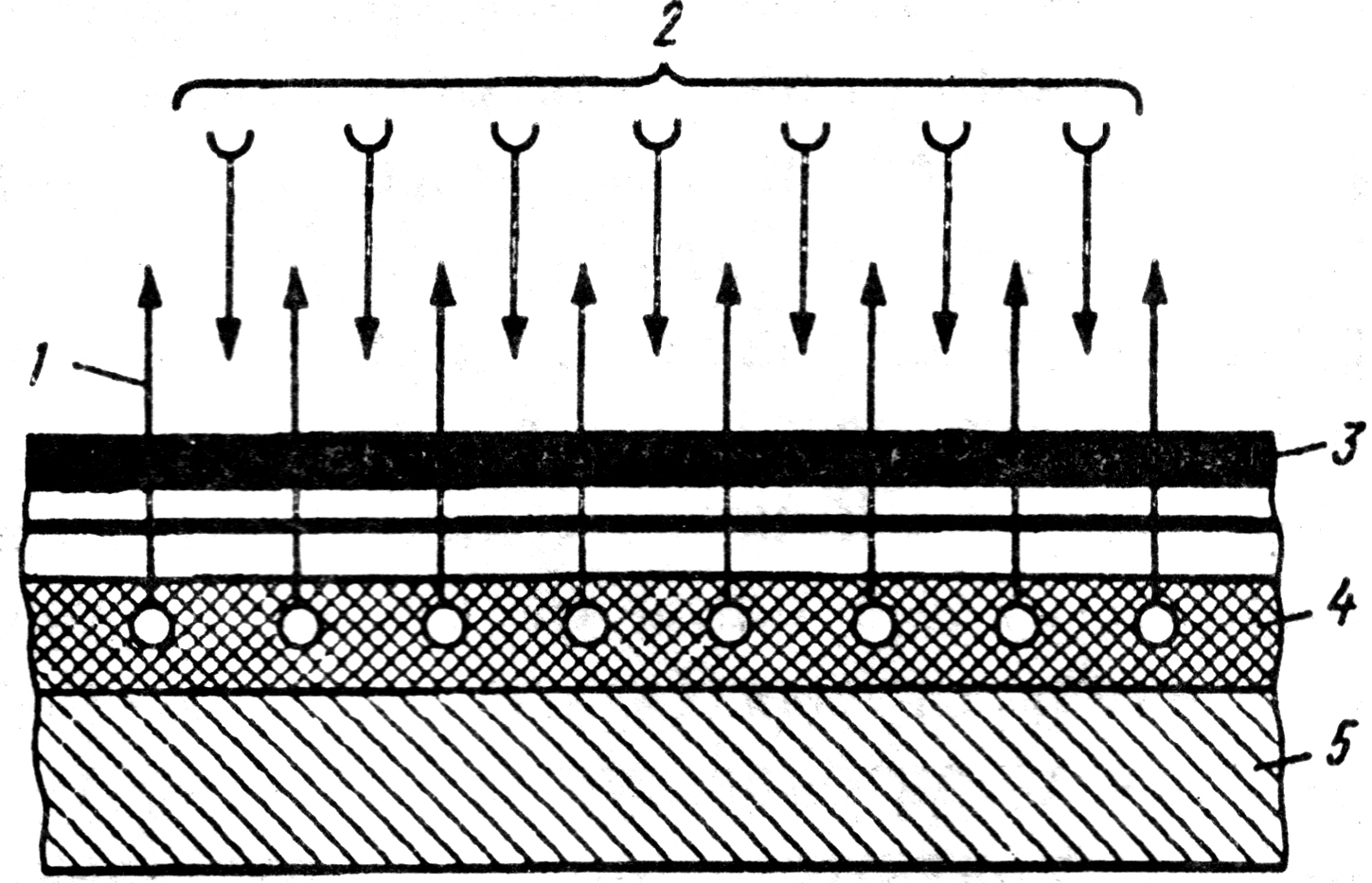
1 – отвод паров растворителей; 2 – подвод теплоты; 3 – твердая пленка; 4 – слой краски; 5 – изделие
Образующаяся на поверхности тонкая пленка затрудняет дальнейшее испарение растворителей из нижних слоев покрытия.
При терморадиационном способе сушки сначала нагревается металлическая поверхность кузова (рис. 7.56), а затем нанесенное на него покрытие.
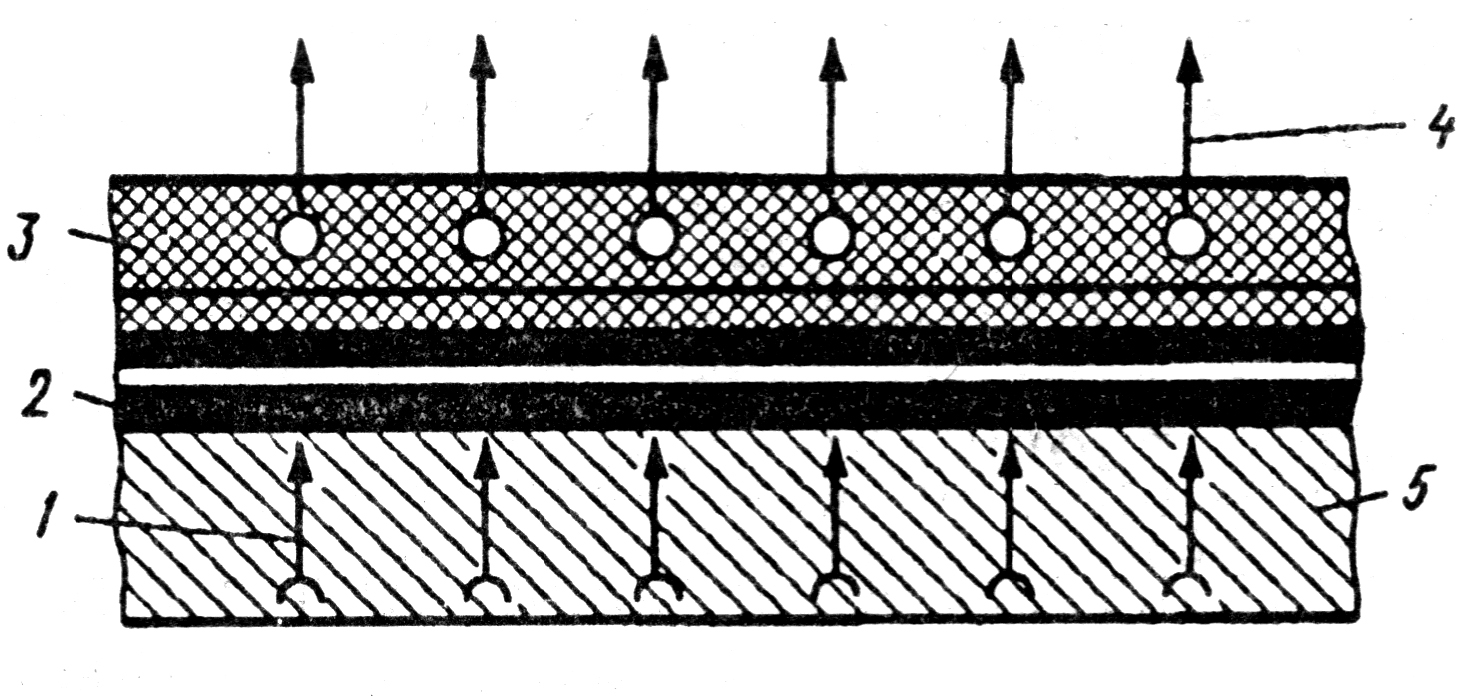
1 – подвод теплоты; 2 – твердая пленка; 3 – слой краски; 4 – отвод паров растворителя; 5 – изделие
Пары растворителей, выходя из нижних слоев, прогревают верхние, при этом покрытие нагревается не только энергией инфракрасного излучения, но и за счет теплоты улетучивающихся растворителей. Вследствие более интенсивной передачи теплоты от источников нагрева к окрашенной поверхности и лучших условий пленкообразования за счет передачи теплоты от нижних слоев лакокрасочного покрытия к верхним терморадиационная сушка проходит в несколько раз быстрее конвекционной.
В качестве источников инфракрасного излучения используют лампы накаливания, панельно-плиточные нагреватели (рис. 7.57.), трубчатые электрические нагреватели (ТЭН) с алюминиевыми рефлекторами и без них. Ламповыми излучателями служат специальные зеркальные лампы накаливания, наполненные смесью аргона и азота, имеющие мощность 250 и 500 Вт.
Существуют два вида инфракрасных сушильных установок:
— установки коротковолнового излучения;
— установки средневолнового излучения.
В коротковолновых установках излучение осуществляется посредством кварцевых трубок. Они излучают волны в видимом спектре и создают красный или оранжевый свет.
В средневолновых установках излучение осуществляется посредством керамических пластин. Они излучают волны в невидимом спектре. Они работают, когда излучают тепло. Рабочая температура достигается лишь по истечению нескольких минут, охлаждение требует тоже некоторого времени. Время сушки поэтому больше, чем при использовании коротковолновых установок.
Эффективными генераторами инфракрасных лучей также являются газовые инжекционные горелки беспламенного горения, в которых источником инфракрасных лучей является керамическая насадка.
Газовоздушная смесь на выходе из отверстия керамической насадки (0,8 — 1,0 мм) дает реакцию мелкого взрыва, вследствие чего насадка накаляется до температуры 800-900 °С, приобретает ярко-оранжевый цвет и излучает инфракрасные лучи длиной волны 1 — 3 мкм. Лучи проходят через слой краски и возбуждают колебания молекул подложки (металла). В результате движения молекул возникает электромагнитное поле, и подложка нагревается. Процесс сушки начинается с глубины лакокрасочного покрытия, от металла к поверхности, обеспечивая свободный доступ кислорода внутрь краски, а пары растворителя и газы имеют свободный выход наружу.
Управление камерой с газовыми горелками инфракрасного излучения — автоматическое. Для отключения газа в аварийных ситуациях предусмотрена автоматическая система, срабатывающая при падении или повышении давления газа, отсутствии электроэнергии, внезапной остановке приточно-вытяжной вентиляции. Кроме того, пуск газа при невключенной системе электрогазоснабжения горелок невозможен.
Расход газа каждой горелки составляет 0,5 м3/ч, а общий его расход — 65 м /ч. Температура на поверхности кузова может изменяться от 100 до 150 °С.
Конвекционная сушка производится в окрасочно-сушильной камере (рис. 7.58), в которой тепло циркулирующего горячего воздуха передается на покрытие. Температурный режим в камере поддерживается в пределах 60-110 °С автоматически при помощи прибора, регулирующего подачу подогретого воздуха. В зависимости от вида теплоносителя камеры могут быть водяными, паровыми, электрическими или газовыми. Обогрев производится непрерывно циркулирующим подогретым воздухом.
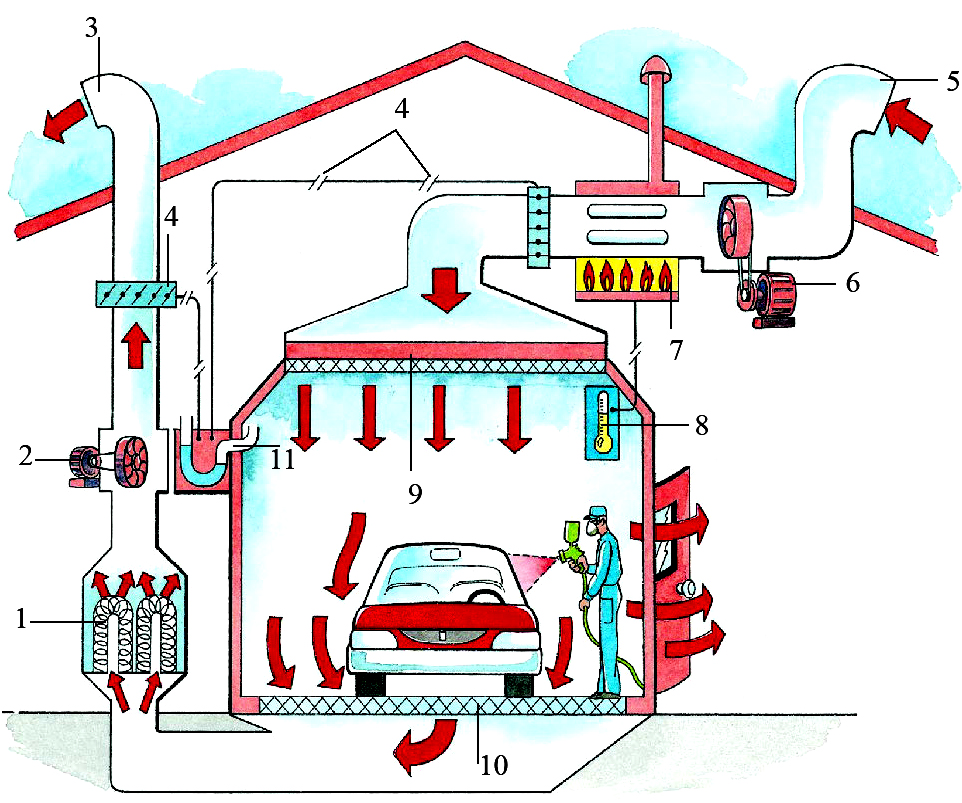
1 – угольные фильтры; 2 – вытяжной вентилятор; 3 – выход воздуха; 4 – регулирующие заслонки давления; 5 –забор воздуха; 6 – вентилятор; 7 – нагреватель; 8 – термометр; 9 – фильтровальная потолочная крышка; 10 – фильтр для удерживания краски
Для поддержания в сушильной камере определенной концентрации растворителя камеры оборудуются вытяжной и рециркуляционной вентиляционными установками.
Окрасочная камера представляет собой закрытое помещение, в которое помещают автомобиль или панель кузова для окрашивания. В камере предусмотрена вертикальная, сверху вниз, циркуляция воздуха, которая отводит распыленную в воздухе краску. Воздух, нагретый до соответствующей температуры, сверху через фильтровальную потолочную крышку 9 поступает в камеру, Воздух обтекает автомобиль или кузовную деталь и отсасывается в зоне размещения ног, далее проходя через фильтр 10, задерживающий краску.
Во избежание попадания краски в атмосферу отсасываемый воздух проход через фильтры 1 с активированным углем. Потолочный, нижний и фильтры с активированным углем следует заменять с определенной периодичностью в зависимости от длительности работы окрасочной камеры.
Количество подаваемого в камеру воздуха больше, чем количество отсасываемого воздуха. Поэтому в камере создается повышенное давление, которое постоянно поддерживается на одном уровне вследствие утечки воздуха через неплотности и щели в дверном проеме. Если бы не было повышенного давления, то нефильтрованный наружный воздух мог поступать в камеру, что негативно отражалось бы на качестве лакокрасочного покрытия.
На скосах боковых стенок камеры, а по возможности и по бокам ее расположены светильники, которые дают равномерное освещение по всему периметру камеры.
Чаще всего используются комбинированные окрасочно-сушильные камеры с расположенной сбоку сушильной камерой. Чисто окрасочные или сушильные камеры менее производительны, поэтому их применяют при небольших объемах работ.
К конструкции окрасочно-сушильных камер предъявляются определенные требования. Стены камеры должны быть гладкими, моющимися и выполнены из огнестойкого материала. Большинство камер изготовляют из профилированных стальных листов, защищенных красками или металлическими покрытиями и покрытых огнестойкими материалами, обладающими также изоляционными свойствами. Пол камеры должен быть выложен плиткой. Он может быть цементным, гладким, окрашенным. Пол должен иметь наклон не менее 0,1 % к сливному отверстию с сифоном для удаления промывочной воды.
Выходные и запасные двери камеры должны быть выполнены из огнестойкого материала. Влажность определяется количеством водяного пара, содержащегося в воздухе. Степень влажности измеряют простым аппаратом — гигрометром. Влажность выражают в процентах. Очень сухой воздух имеет влажность, равную нулю, а сильно насыщенный 100%. В покрасочной камере может создаваться высокая влажность, обусловленная испарением воды после мытья и сушки кузова. Некоторые типы красок не выдерживают повышенной влажности (акрилполиуретановые и полиуретановые краски).
Освещение выполняется таким образом, чтобы перед рабочим, выполняющим покраску, не возникало тени. Предпочтительно установить лампы дневного света. Вентиляция должна обеспечивать обновление воздуха в кабине один раз в минуту подогретым воздухом, если наружная температура очень низкая. При ускоренной сушке пульсирующим воздухом, большая часть воздуха может быть использована повторно.
Примерные основные требования к окрасочно-сушильной камере указаны в табл. 7.3
Основные требования к окрасочно-сушильной камере
Особенности сушки кузова из высокопрочной листовой стали. Некоторые производители автомобилей используют высокопрочный стальной лист для изготовления наружной панели капота и дверей. Сушка таких деталей кузова после окраски имеет свои особенности. Если высушить окрашенную поверхность высокопрочной листовой стали помощью инфракрасного нагревателя, на наружной поверхности появляется множество маленьких вмятин (лунок), как после «бомбардировки» мелким градом. Причину этого можно пояснить на примере капота. Он состоит из жесткой рамной профилированной конструкции, к которой в нескольких точках приварена наружная панель (рис. 7.59, а). При одностороннем резком нагревании тонкого листового металла произойдет его растяжение, и он будет стремиться выгнуться наружу, однако места сварки будут препятствовать полному выгибанию (рис. 7.59, б). Быстрое нагревание инфракрасным нагревателем с подачей большого количества тепла в короткое время вызовет очень сильное растяжение листовой стали в краевых зонах точек сварки (пики местных напряжений). Затем произойдет внезапное натяжение материала, однако небольшие углубления в местах сварки сохранятся. После охлаждении панели она в целом вернется в первоначальное положение, однако это не коснется указанных краевых зон: они останутся в деформированном состоянии и будут выглядеть как вмятины, оставленные градом (рис. 7.59, в).
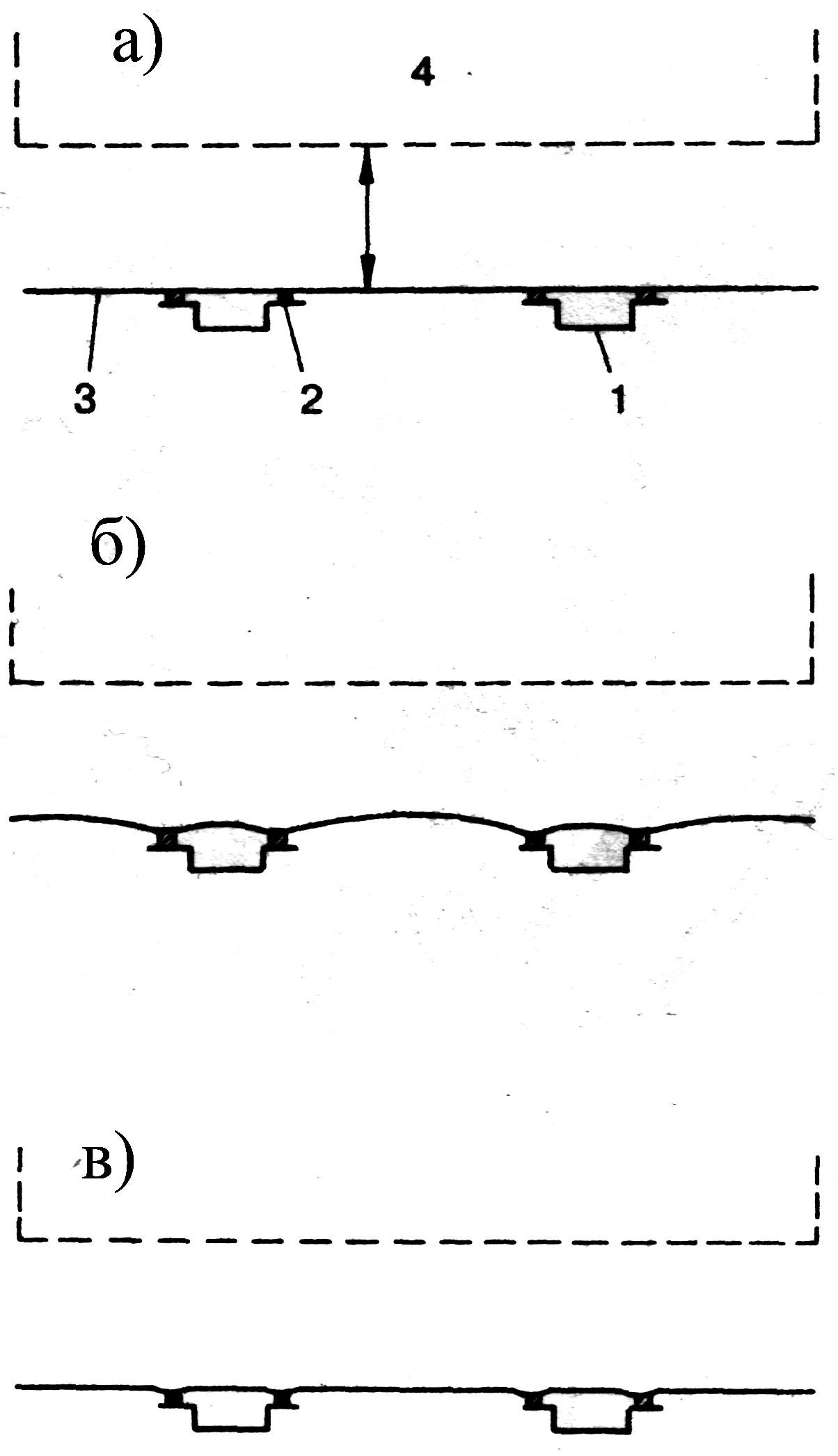
а — исходное холодное состояние; б — стадия нагревания; в — панель после охлаждения: 1 — усиливающий элемент; 2 — точка сварки; 3 — панель; 4 — инфракрасный нагреватель
Учитывая особенности поведения металла высокопрочной листовой стали сушка его должна производится в следующей последовательности.
Инфракрасный нагреватель мощностью 3,2 кВт следует держать на расстоянии не менее 400 мм от поверхности кузова. Если мощность выше — минимальное расстояние 450 мм. Поверхность кузова следует нагревать равномерно, медленно повышая мощность потребляемой нагревателем электроэнергии. Скорость нагрева не должна превышать 10 °С/мин. Сушка отдельного элемента кузова из высокопрочной листовой стали, не вызывающая его деформирования, может быть осуществляться также в сушильной камере при температуре около 60 °С. Возможное незначительное деформирование исчезает при охлаждении.
Для сушки окрашенного пластика рекомендуется использовать естественную сушку или температуру не выше 40…45 С, чтобы не произошло его коробления. Пластик лучше сушить дольше, чем металл, но при более низкой температуре. Нужно также учитывать, что введенные пластификаторы и прочие добавки увеличивают время высыхания.
Дополнительно можно посмотреть фильм 7.14
Контрольные вопросы к подразделу 7.5
1. В чем заключается суть конвекционной сушки кузова автомобиля?
2. В чем заключается суть терморадиационной сушки кузова автомобиля и какое оборудование при этом применяется?
3. Расскажите об устройстве и принципе работы окрасочно-сушильной камеры.
4. Расскажите об особенностях сушки кузова из высокопрочной листовой стали.