По сути же, особенности ремонта любого алюминиевого кузова заключаются в физических свойствах самого алюминия. Главная проблема состоит в том, что алюминий практически не тянется. Попытка выправить дважды травмированную деталь неизбежно оборачивается «рваной раной». Дилерские сервисцентры за правку алюминиевых деталей берутся крайне редко. В первую очередь из-за того, что ремонт может выйти дороже замены.
При ремонте алюминия есть обязательное требование – инструментом, которым работают с алюминием, ни в коем случае нельзя работать со сталью. Существует специфический «алюминиевый набор»: клепанники, клей, шлифовальные машинки для обработки алюминия, лобзики. При проведении подобной работы следует помнить два основных свойства алюминия, отличающие его от стали.
Алюминиевые детали кузова, подвергаемые воздействию повышенной механической нагрузки, в частности лонжероны, изготавливают способом профильного прессования, и они обладают более высокой твердостью и жесткостью по сравнению с аналогичными стальными деталями. Следовательно, в процессе их рихтовки очень велика вероятность образования трещин.
Вследствие разогрева до температуры около 200º C возрастает способность алюминия к удлинению.
Последним обстоятельством объясняется то, почему рихтовку деталей кузова из алюминия, в отличие от стального кузова, осуществляют после предварительного разогрева сварочной горелкой. Однако возникает проблема, о которой уже сообщалось выше, — степень разогрева алюминия невозможно определить визуально. Поэтому чтобы проконтролировать температуру металла, необходимо воспользоваться специальной термочувствительной краской. В ремонтных мастерских обычно пользуются термочувствительным карандашом (например, Tempilstik). Этот карандаш при обычной температуре имеет определенный цвет, который изменяется в зависимости от степени разогрева. При проведении рихтовочных работ предельно допустимая температура разогрева составляет 640ºC. Поскольку термокраску следует наносить вне зоны непосредственного разогрева, температура, при которой происходит изменение цвета, будет значительно ниже.
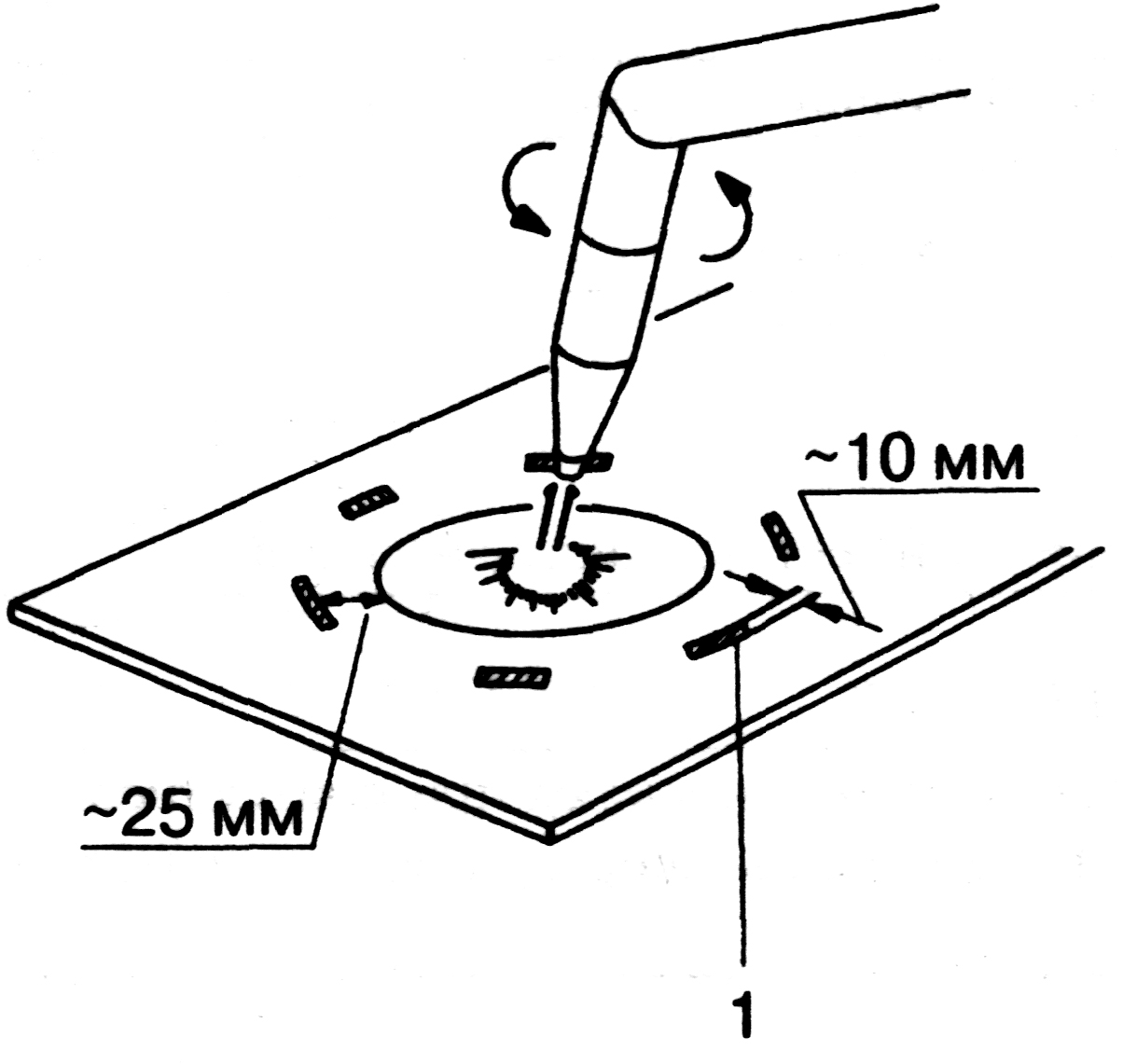
Обычно используют термокраску, которая начинает изменять цвет уже при 110ºC. Термокарандашом наносят штрихи длиной 10 мм по окружности, отстоящей на расстоянии примерно 25 мм от краев разогреваемой сварочной горелкой зоны. Далее пламя горелки направляют на поверхность таким образом, чтобы избежать точечного перегрева. Если цвет термокраски резко изменится, значит, температура в области разогрева достигла примерно 400ºC, и можно приступить к рихтовке.
Особенности ремонта деформированных поверхностей кузова из алюминиевых сплавов.
Рихтовку вмятины на поверхности алюминиевого кузова следует начинать не с краев, как при рихтовке стального листа, а с середины (рис. 6.69).
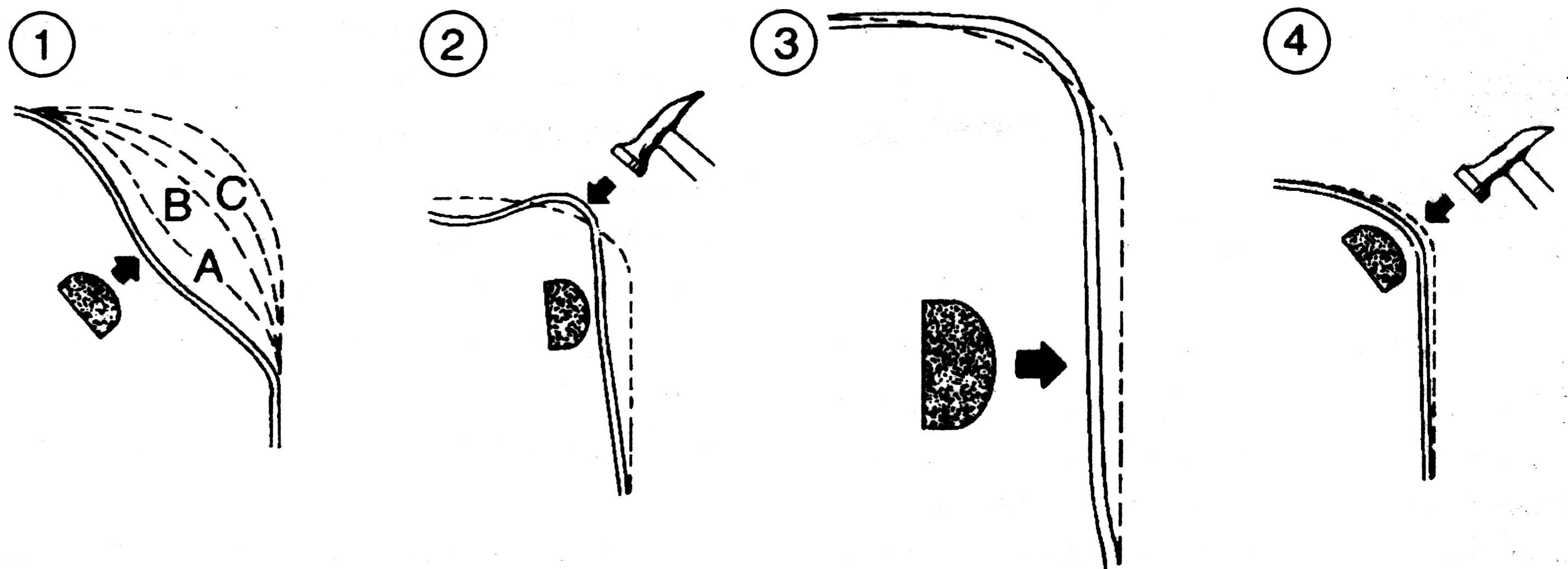
1 — выдавливанием контропорой или легкими ударами сместить материал в положение «С»; 2 — выстукивая поверхность (рихтовочный молоток + контропора не должны находиться на одной оси), восстановить первоначальный радиус закругления;3 — выдавливание неровностей контропорой;4 — «прямая ковка» (молоток + контропора) для устранения небольших неровностей
Сначала наносят легкие удары контропорой по центру вмятины. Когда первоначальный контур кузова будет приблизительно восстановлен, продолжают выстукивать контропорой зоны перехода к краям вмятины (поз.1, рис. 6.69). Лишь теперь можно приступить к выравниванию контура снаружи посредством рихтовочного молотка (поз. 2, рис. 6.69). Работать одновременно молотком и контропорой следует очень аккуратно. В том месте, где по неосторожности будет произведена «прямая ковка» (поз. 4, рис. 6.69) (контропора окажется напротив молотка), лист станет тоньше. Для проведения следующей операции (поз. 3, рис. 6.69) рекомендуется воспользоваться деревянной контропорой, стараясь не ударять по листу, а выдавливать его.
При правке алюминиевых деталей следует помнить, что свойством алюминия является «запоминание» формы детали только в разогретом состоянии.
Если необходимо выправить дефект, занимающий большую площадь, алюминиевый лист также нужно разогреть. При этом следует соблюдать повышенную осторожность, учитывая высокую теплопроводность алюминия: при нагревании он расширяется почти в два раза сильнее, чем сталь, а при последующем охлаждении его усадка в полтора раза больше, вследствие чего при сварке листового алюминия в зоне шва могут образовываться трещины или точечные разрывы. Чтобы не перегреть алюминий и определить максимальную температуру нагрева перед рихтовкой обычно пользуются термочувствительным карандашом (например, Tempilstik). Этот карандаш при обычной температуре имеет определенный цвет, который изменяется в зависимости от степени разогрева. Термокарандашом (рис. 6.70) наносят штрихи длиной 10 мм по окружности, отстоящей на расстоянии примерно 25 мм от краев разогреваемой сварочной горелкой зоны. Далее пламя горелки направляют на поверхность таким образом, чтобы избежать точечного перегрева. Если цвет термокраски резко изменится, значит, температура в области разогрева достигла примерно 400 ° С, и можно приступать к рихтовке.
Обычно после устранения вмятины молотком и контропорой бывает необходима отделочная обработка металлической поверхности. Когда речь идет о стальном листе, для этого производят пайку поверхности. К сожалению, к листовому алюминию это неприменимо. Окончательное выравнивания алюминиевой поверхности возможно только шпатлеванием.
Прежде чем приступить к нему, необходимо тщательно удалить остатки лакового покрытия, а затем отшлифовать поверхность. Грубой наждачной бумагой (зернистостью Р 80) следует отшлифовать зону непосредственного повреждения (рис. 6.71), а затем более тонкой наждачной бумагой (зернистостью Р тем отшлифованную поверхность нужно протереть ветошью, смоченной в бензине. Чтобы при шпатлевании не возникло проблем, поверхность следует высушить, прогрев инфракрасным нагревателем. Далее наносят эпоксидную грунтовку в качестве средства, повышающего сцепление шпатлевки с металлом.
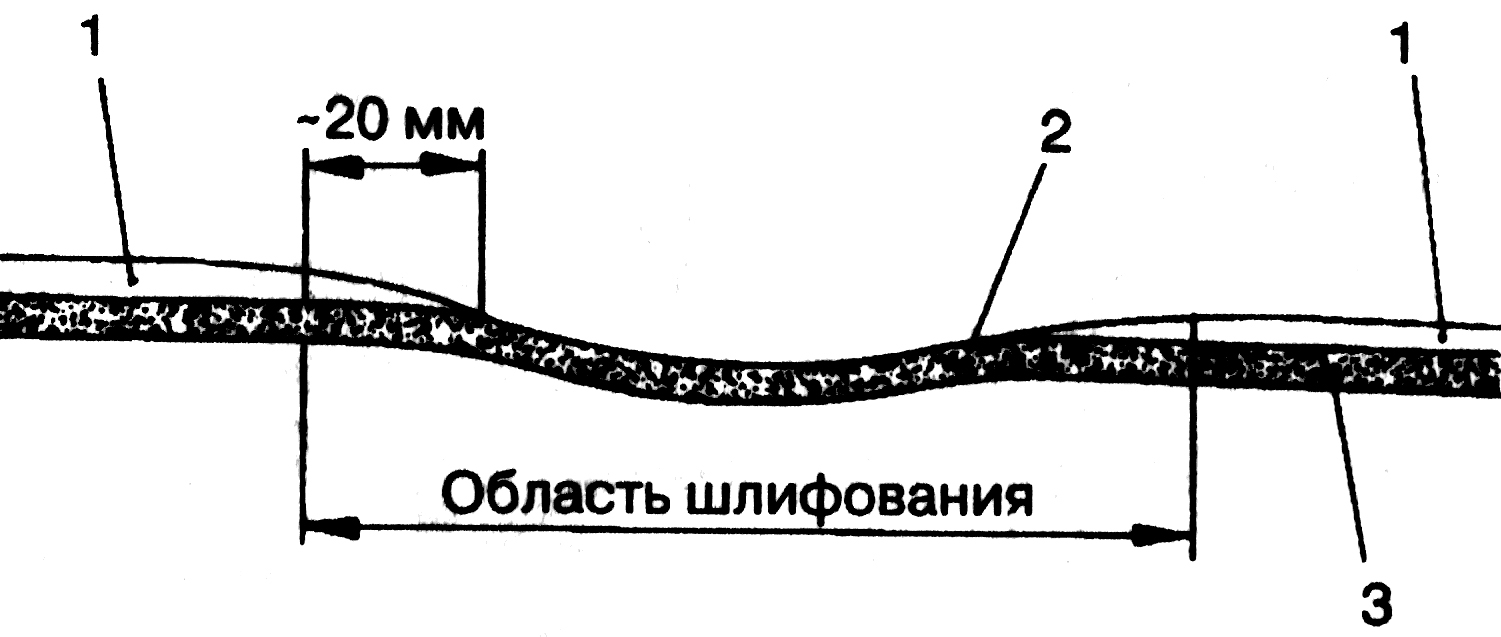
1 — лаковое покрытие;2 — резкий переход; 3 — выправляемая деталь
При ремонте деформированных поверхностей кузова из алюминиевых сплавов не допускается применение рихтовочного молотка с насечкой рабочей поверхности, иначе это вызовет растрескивание алюминиевого листа. Для рихтовки алюминиевых деталей следует использовать специальный комплект рихтовочных инструментов. Если эту операцию производить инструментом, которым перед этим рихтовали стальной лист, частицы стали могут остаться на поверхности алюминия и вызвать его коррозию.
Во избежание разогрева алюминия шлифовальная машинка должна работать с невысокой скоростью, иначе хлопьеобразные частицы металла будут «засаливать» поверхность абразивного материала и на шлифуемой поверхности появятся задиры и борозды. Если требуется обработать поверхность алюминия проволочной щеткой, она должна быть из нержавеющей стали.
Восстановление алюминиевых деталей кузова с помощью аргонно-дуговой сварки описаны выше.
Дополнительно можно посмотреть фильмы
6.27: Ремонт алюминиевых деталей
6.28: https://www.youtube.com/watch?v=llSnF0az5aM
6.29: https://www.youtube.com/watch?v=20Cb2j5gIWU
Контрольные вопросы к подразделу 6.2.8
1. Как осуществляется рихтовка деталей кузова из алюминиевых сплавов?