Кроме рассмотренных выше традиционных технологий ремонта деформированных поверхностей в настоящее время применяются более прогрессивные методы, такие как беспокрасочное удаление вмятин, удаление вмятин способом магнитной локации, применение сварочных аппаратов для точечной сварки и различных приспособлений для устранения повреждений кузовов. Ниже рассматриваются оборудование и технологии двух наиболее известных комплектов оборудования FLETLINERи GYSPOT 3502.
Беспокрасочное удаление вмятин. Беспокрасочное удаление вмятин – технология ремонта повреждений на кузове автомобиля, не имеющих дефектов лакокрасочного покрытия. Основой технологии ремонта вмятин без покраски является принцип восстановления геометрии кузова за счёт воздействия с внутренней и внешней стороны детали при помощи специальных приспособлений-рычагов различной длины и формы (рис. 6.44).
При этом методе рычаг подводится под внутреннюю поверхность вмятины и круговыми движениями как бы «массирует» поврежденное место. Детали при этом не снимаются с автомобиля, ремонт производится непосредственно в месте повреждения.
Металл имеет свою первоначальную молекулярную память, и при правильном использовании технологии вмятина исчезает, при этом не повреждается лакокрасочное покрытие. Используемый инструмент: рычаги разной формы, длины и толщины (рис. 6.45).
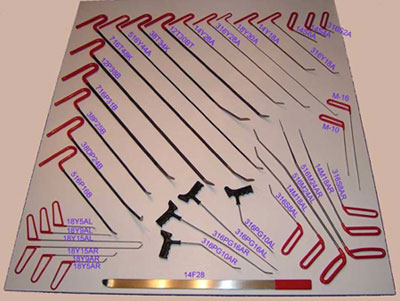
С помощью такого набора можно добраться до самых труднодоступных мест на кузове автомобиля. Благодаря такому инструменту нет необходимости разбирать автомобиль или какие-то его детали (к примеру, двери), или же разбирать их частично (например, снимать обшивку). Вмятины на двери могут быть устранены через стекольный проем (используя фторопластовые расширители, защитные экраны, а иногда вакуумные подушки). Если через стекольный проем подобраться к дефекту не удается, то сверлят отверстия в торце двери, которые после работы закрывают специальными заглушками. Исходя из формы вмятины, обычно выбирают окончание инструмента (округлое, ножевидное, заостренное и т.д.), а место, где расположена вмятина, определяет длину, конфигурацию и размеры инструмента. Кроме того, процесс правки может состоять из нескольких шагов. Для каждого шага чаще всего используется свой инструмент.
Снаружи вмятина подсвечивается специальной люминесцентной лампой. Непосредственно на самой вмятине блик, отбрасываемый лампой, искажается. Благодаря этому мастер может рассчитывать силу воздействия инструментом на деформированный участок, и по мере уменьшения глубины и размера деформации, искаженный блик постепенно выравнивается, а в конечном итоге исчезает вовсе.
Обычно правка выполняется с двух сторон. Аксессуары и дополнительные системы, применяемые в ремонте, обеспечивают воздействие на дефект с внешней стороны. С внешней стороны может производиться осаживание металла легкими фторопластовыми молоточками, внутри которых насыпан песок (он убирает отдачу) или фторопластовыми карандашами, по которым производят легкие удары молотком. Перед тем как начать делать «точечный массаж» изнутри, обычно слегка обстукивают молоточком весь периметр дефекта, снимая таким способом напряжения в металле. При этом чаще всего площадь повреждения сокращается. В отдельных случаях применяют отбойники, тем самым производя осадку дефекта с внешней стороны.
В набор инструментов по беспокрасочному устранению вмятин входит минилифтер (инопулер) (рис. 6.46), который используется в случае невозможности или крайней сложности использования механического инструмента из-за полного отсутствия доступа к обратной стороне детали.
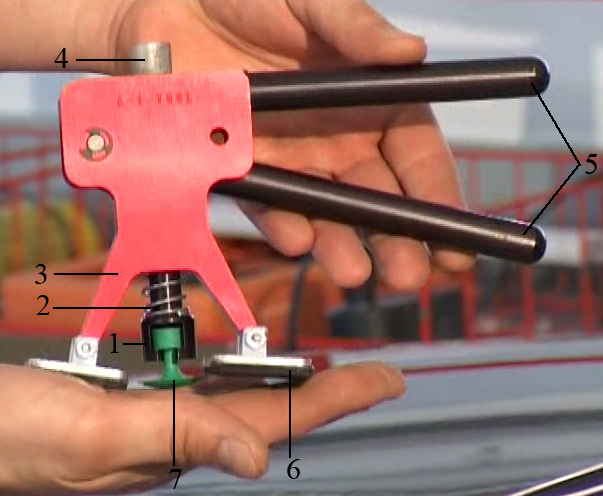
1 – держатель пистона с прорезью; 2 – пружина; 3 – корпус; 4 – винт; 5 – ручка; 6 – резиновая лапка; 7 – пистон
Минилифтер состоит из корпуса 3, который устанавливается на края вмятины. Внутри корпуса при сжатии или отпускании ручек 5 перемещается держатель пистона 1. В прорезь держателя устанавливаются пистоны, имеющие различную величину.
Технология устранения вмятин с помощью минилифтера заключается в следующем.
Поврежденный участок вмятины обезжируется от полиролей и прочих покрытий, очищается и просушивается. Выбирается пистон, подходящий под размер вмятины. Пистон обезжируется и на его центр наносится небольшое количество клея (рис. 6.47, а).
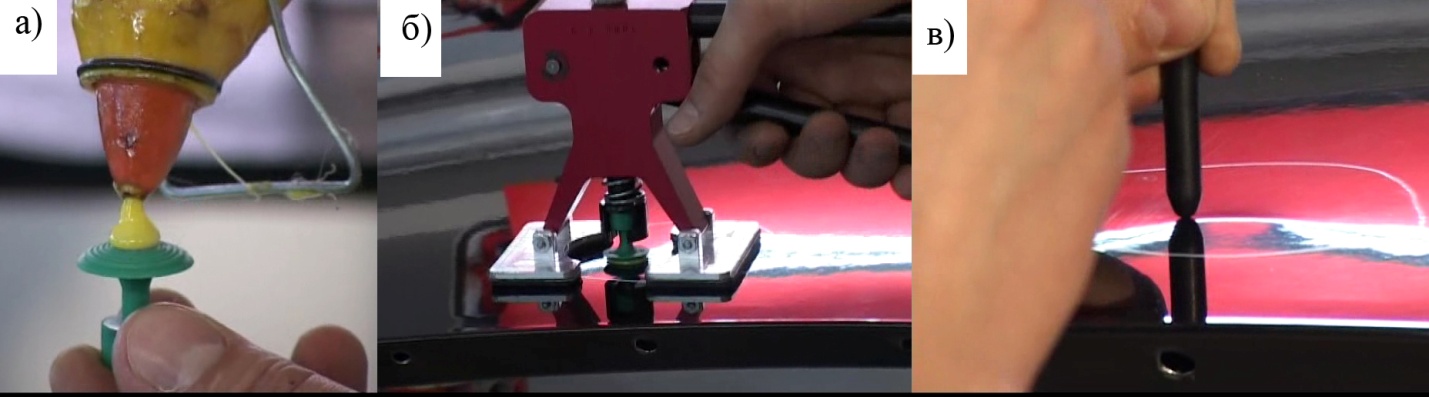
Затем пистон устанавливается на центр вмятины и в таком положении выдерживается в течении 10 минут. По истечении этого времени на пистон устанавливается минилифтер (рис. 6.47, б). Сверху минилифтера подтягивается винт, чтобы не было свободного хода. Затем плавно сжимаются ручки минилифтера. За счет сжатия пружины минилифтера, при плавном сжатии ручек, захваченный пистон вместе с металлом поднимается. Этот процесс повторяется до устранения вмятины, после чего спиртовым раствором удаляется клей.
Если в результате устранения вмятины возникли небольшие выпуклости, они удаляются фторопластовыми карандашами (рис. 6.47, в), по которым производят легкие удары молотком. В случае вторичного появления вмятин небольших размеров они устраняются аналогично с применение пистонов меньших размеров.
Беспокрасочное удаления вмятин может производится вакуумом. Этот метод нашел широкое распространение в США. Технология считается относительно новой и поэтому только внедряется на рынки постсоветского пространства.
Вакуумное устранение вмятин заключается в их вытягивании при помощи вакуумных вытяжек с присоской разных диаметров и конструкций (рис. 6.48).

а – вытяжка для беспокрасочного удаления вмятин круглой и неправильной формы; б – вытяжка для беспокрасочного удаления вмятин с гибким подвесом крыльев и крыш; в – вытяжка с ручкой для беспокрасочного удаления вмятин круглой формы
Присоска крепится на поврежденную область, таким образом, чтобы деформированная зона полностью располагалась в зоне охватываемой присоской. После правильной установки присоски, создают разряжение в пространстве под присоской путем многократного нажатия соответствующего клапана на корпусе устройства. Отрицательное давление, создаваемое во всасывающей области, вытягивает деформированный металл. Вакуумная рихтовка позволяет устранять вмятины на элементах кузова диаметром до 15 сантиметров.
Снаружи после любого вида беспокрасочного удаления вмятин выполняют полировку лакокрасочного покрытия.
Для проведения беспокрасочного удаление вмятин необходима специальная подсветка лампам. Они бывают двух типов — переносные и стационарные (рис. 6.49).
Переносная лампа (рис. 6.49, а) устанавливается практически на любую деталь посредством вакуумной опоры.

Стационарная лампа имеет передвижную платформу и используется для работы с большими повреждениями на всех деталях, в том числе и на крыше (рис. 6.49, б).
Отражение лампы на дефекте искажается и приобретает вид полос. По изменению бликов света определяется, как идет процесс удаления вмятины. По окончанию ремонта место повреждения осматривается с помощью лампы под разными углами и с разных сторон, чтобы убедиться в отсутствии погрешностей в ремонте.
Преимущества метода беспокрасочного удаления вмятин:
− ремонт почти не требует расходных материалов;
− значительная экономия времени. Ремонт проходит локально, без съема детали с кузова, что уже сокращает время. На устранение самой вмятины уходит от 15 минут до 1,5 часа;
− сохранение заводского лакокрасочного покрытия. После устранения дефекта автомобиль не приходится перекрашивать, следовательно, не надо использовать шпатлёвку и абразивные материалы;
− существенная экономия средств. Стоимость ремонта зависит от количества и размеров дефектов, от их месторасположения и сложности доступа к ним, но, как правило, составляет половину от стоимости ремонта традиционным способом.
Этот способ имеет и недостатки. В определённых случаях восстановление поврежденного элемента беспокрасочным методом не представляется возможным, из-за отсутствия доступа к деформации с внутренней стороны элемента по той причине, что в разрезе они представляют собой замкнутый профиль (пороги, арки, стойки, боковины крыши), а также по ряду других причин. В случае если металл очень сильно деформирован, эта технология может не подойти, так как площадь металла увеличилась и после выравнивания вмятины некуда деть лишний металл. Нельзя также применить указанную технологию, если первоначальное лакокрасочное покрытие кузова низкого качества или на элементе кузова был сделан недостаточно качественный кузовной ремонт.
Иногда беспокрасочное удаление вмятины возможно, но не целесообразно. Например, если на вмятине повреждено лакокрасочное покрытие или элемент имеет достаточно большое количество повреждений (например, градом), в этом случае стоимость беспокрасочного ремонта становится дороже ремонта методом покраски.
Дополнительно можно посмотреть фильмы
6.19: https://www.youtube.com/watch?v=rK2QPJhUEWs
6.20: https://www.youtube.com/watch?v=gpyZDociu-w
6.21: https://www.youtube.com/watch?v=_0YWfX01sMY
Удаление вмятин способом магнитной локации (MAGLOC). Этот способ применяется удаления небольших вмятин.
Достоинство данного способа заключается в том, что после его применения не требуется окрашивания восстановленной поверхности кузова. Название способа происходит от английского термина «magneticlocation» («магнитная локация»). Его суть заключается в следующем. Миниатюрный стальной шарик 2 (рис. 6.50), помещенный в точку, подлежащую ремонту, указывает место на обратной стороне, в котором должен находиться специальный инструмент, предназначенный для исправления дефекта. Конец этого инструмента намагничен, поэтому шарик прочно удержится на листе, даже если обрабатываемая поверхность окажется в перпендикулярном положении относительно пола ремонтной мастерской.
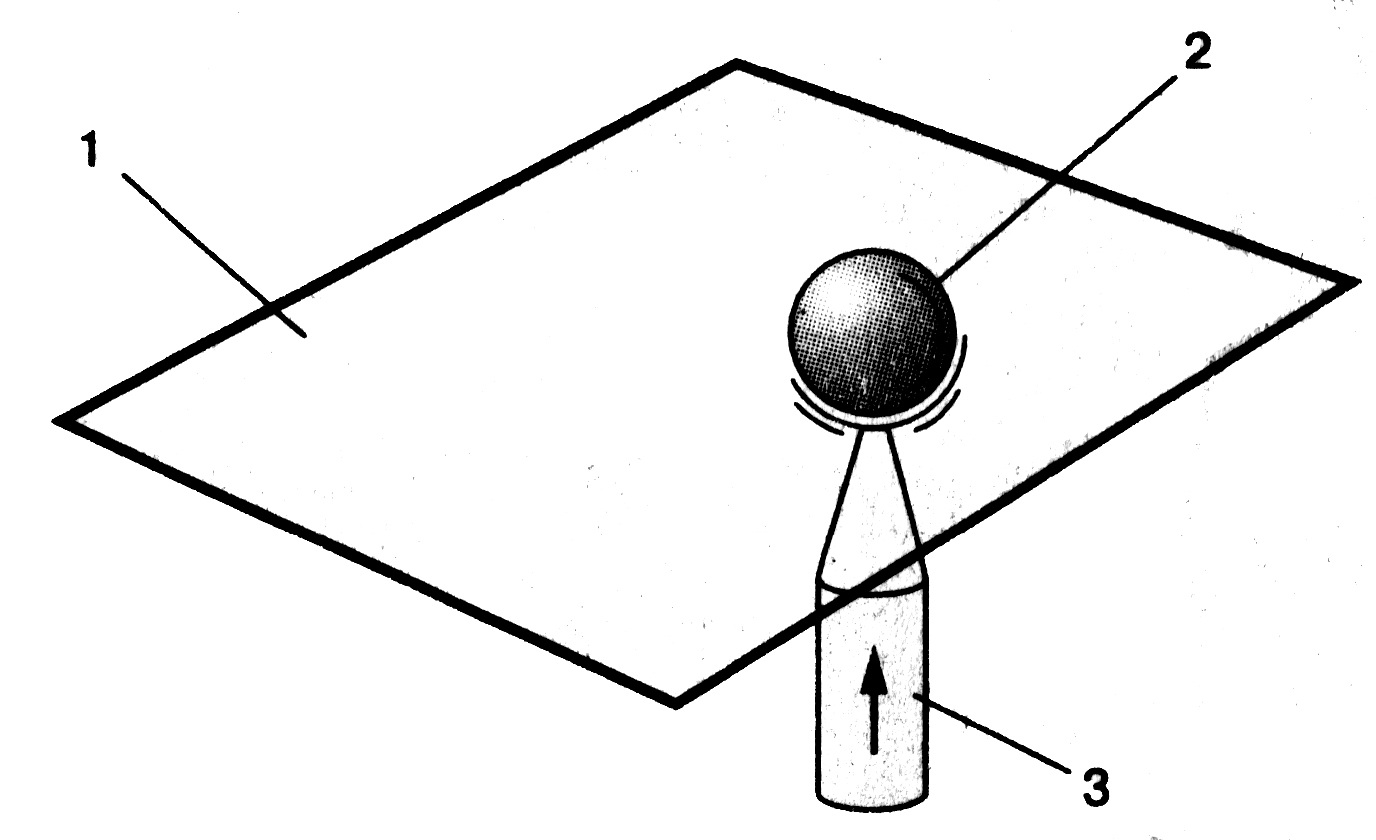
1 — лист кузовной стали; 2 — стальной шарик диаметром 0,7 мм; 3 — выдавливающий инструмент с магнитной головкой
Выдавливающий инструмент 4 (рис. 6.51) упирается во вмятину снизу и приводится в действие устройством, напоминающим рукоятку ручного тормоза.
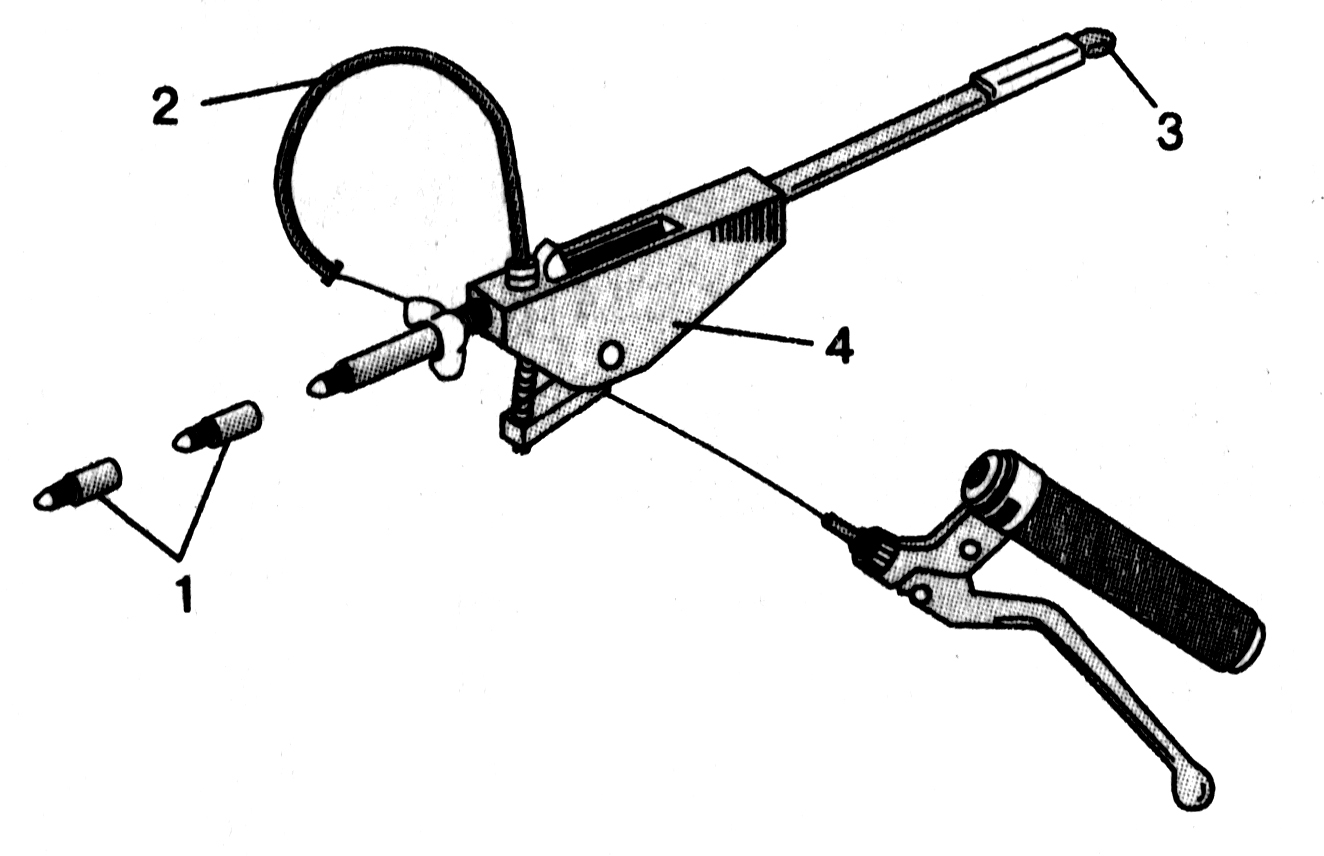
1 — удлиняющие насадки; 2 — гибкая тяга; 3 — магнитная головка; 4 — выдавливающий инструмент
Благодаря тонкой регулировке, это устройство обеспечивает именно такое усилие прижима, которое необходимо, чтобы устранить вмятину. Точки, к которым прикладывается выдавливающее усилие, должны располагаться в таком же порядке, как и при правке кузова посредством рихтовочного молотка и контропоры, то есть выдавливание вмятины осуществляется по спирали от ее края к середине. До тех пор, пока выдавливающий инструмент будет находиться в контакте с внутренней поверхностью детали, шарик будет перемещаться вслед за ним, указывая, в какой следующей точке поверхности следует произвести выдавливание. Контроль полноты правки производится с помощью обычной люминесцентной лампы, свет которой отражается от примыкающей к вмятине окрашенной поверхности.
Ремонт деформированных поверхностей кузова с использованием оборудования FLАTLINER. Это оборудование включает в себя современный сварочный аппарат контактной точечной сварки (споттер), пневмоэлектроблок, измерительные линейки и комплект приспособлений для ремонта деформированных поверхностей кузова (рис. 6.52).
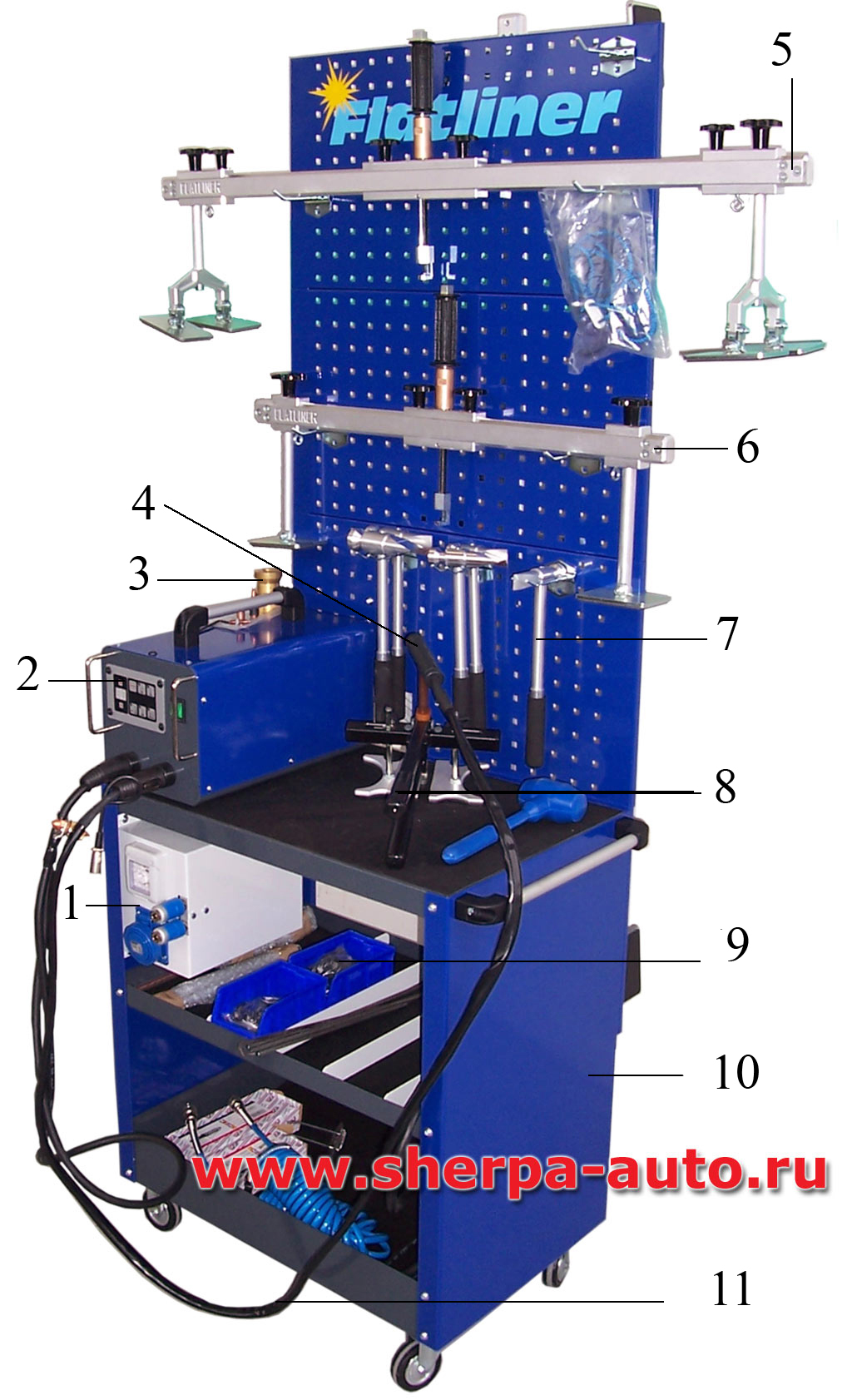
1 – пневмоэлектроблок; 2 – сварочный аппарат контактной точечной сварки; 3 – обратный молоток; 4 – насадка для сварки или нагрева с рукояткой; 5 – длинная балка для вытяжки панелей с поворачивающимися на 90° двойными опорами; 6 – короткая балка для вытяжки панелей с поворачивающимися на 90° одинарными опорами; 7 – комплект из пяти молотков разных размеров с прямым и обратным бойком; 8 –минилифтер (инопулер) со сменными пластинами, с помощью которого выравниваются мелкие вмятины, царапины; 9 – комплект вытяжных скоб; 10 – мобильная тележка с панелью для размещения инструмента; 11 – электрические кабели; стержни для вытяжки
В сварочном аппарате контактной сварки используется микропроцессорное управление с предустановленными программами. Аппарат имеет шесть режимов работы, которые переключаются сенсорными переключателями. Каждый режим имеет заданные настройки, которые также регулируются сенсорными переключателями и имеют числовые значения, показываемые аппаратом. В запрограммированных настройках оптимально подобраны сила тока и время импульса в зависимости от толщины листового металла, что исключает прожиг ремонтируемой детали и не изменяет структуру металла, окружающего повреждение.
Технология ремонта деформированных наружных поверхностей кузова с использованием оборудования FLETLINER заключается в следующем.
Перед началом работ производится измерение повреждения с применением линеек.
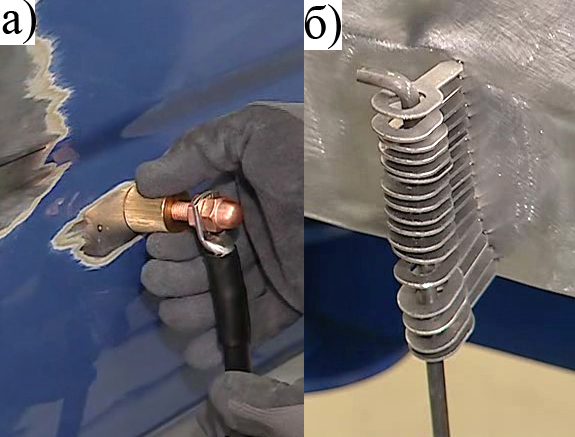
Поврежденная и соседняя с ней зачищаются до голого металла, чтобы впоследствии можно было приварить вытяжные скобы. Точечной сваркой приваривается масса сварочного аппарата (рис. 6.53, а) к неповрежденной зачищенной части кузова. Для выравнивания поврежденной поверхности кузова к ней точечной сваркой привариваются вытяжные скобы, начиная с самого глубокого места повреждения (рис. 6.53, б). При этом 90% приварки приходится на скобы и только 10% на металл кузова, что не изменяет его структуру. В вытяжные скобы вставляется стержень с загнутым концом.
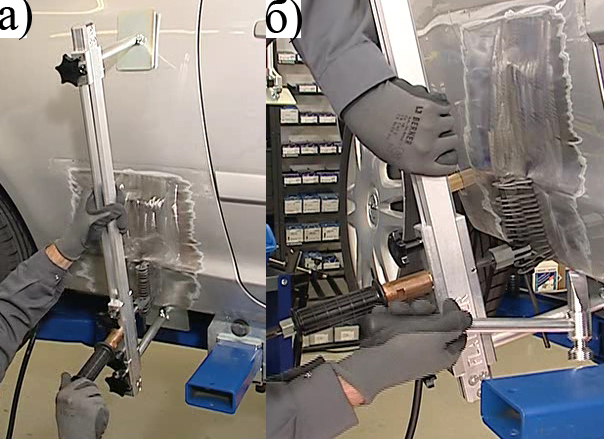
Затем устанавливается в низ порога кузова вертикальная короткая балка для вытяжки панелей (рис. 6.54). Специальный винтовой захват, установленный на балке, вставляется в стержень в месте наибольшего углубления поврежденной поверхности кузова. При поворачивании ручки винтовой захват производит вытяжку поврежденного металла. Одновременно при вытягивании применяется молоток (рис. 6.54, б) с соответствующим бойком и формой для выравнивания поврежденной поверхности и снятия напряжения.
После выравнивания поверхностей вытяжные скобы поворачиваются с помощью руки и удаляются, после чего они могут использоваться повторно.
После выполнения указанных операций производится окончательное выравнивание. Маркером обозначается площадь, подлежащая окончательному выравниванию (рис. 6.55, а). Для более точного окончательного выравнивания поверхности применяется специальный наконечник для нагрева металла кузова (рис. 6.55, б).
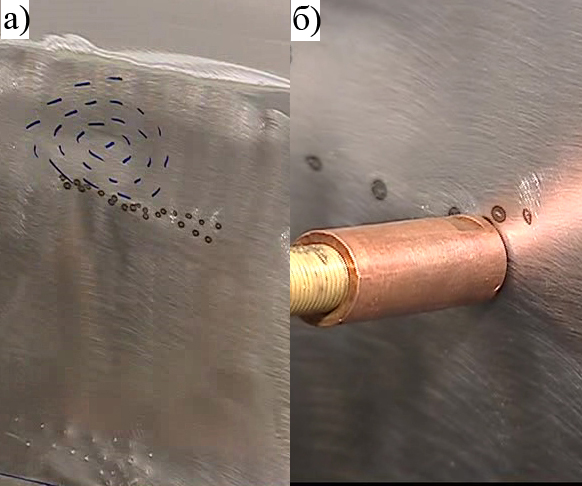
Нагрев поверхности металла производится наконечником по обозначенной спирали снаружи ее во внутрь, после чего охлаждается ветошью, смоченной в воде. Учитывая молекулярную память металла, и изменения его структуры при воздействии разных температур, он стягивается, приобретая первоначальную форму, которая была до повреждения.
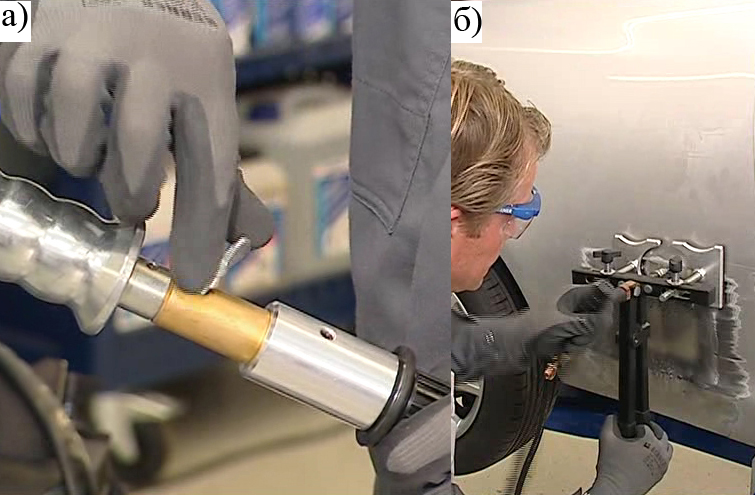
В области порога, где используется металл большой толщины, применяется обратный молоток (рис. 6.56, а), устанавливаемый на стержень, конец которого приваривается контактной точечной сваркой к вытягиваемой поврежденной поверхности.
Для выравнивания небольших повреждений поверхностей используется минилифтер (инопулер) (рис. 6.56, б), аналогичный описанному выше. Его отличие, от вышеописанного заключается в том, что для вытягивания поверхности используется не грибок, а приварочный наконечник. Последний приваривается точечной сваркой к вытягиваемой поверхности и сжатием рукояток производится вытягивание по спирали от краев к центру.
После окончания всех работ остатки скоб и точки приваривания удаляются посредством шлифовальной машинки.
В комплект оборудования FLETLINER входит также набор для беспокрасочного удаления вмятин. Для этого предусмотрены специальные держатели, которые приклеиваются к поврежденной поверхности (рис. 6.57). В держатели вворачиваются вытягивающие скобы, в которые вставляется стержень. С помощью балки и винтового захвата, как и при приваривании скоб, производится выравнивание поврежденной поверхности. После выполнения работ клей удаляется спиртом.

Ремонт деформированных поверхностей кузова с использованием оборудования GYSPOT 3502– Франция. Это оборудование, как и предыдущее, включает в себя современный сварочный аппарат контактной точечной сварки (спотер (от англ. spot — точка) для точечной сварки и комплект приспособлений для ремонта деформированных поверхностей кузова.
В аппарате используется семь режимов работы.
Режим 1. В этом режиме используется обратный молоток или инопуллер (рис. 6.58). Этот режим используется для исправления небольших, неглубоких вмятин — наиболее часто встречающихся повреждений.
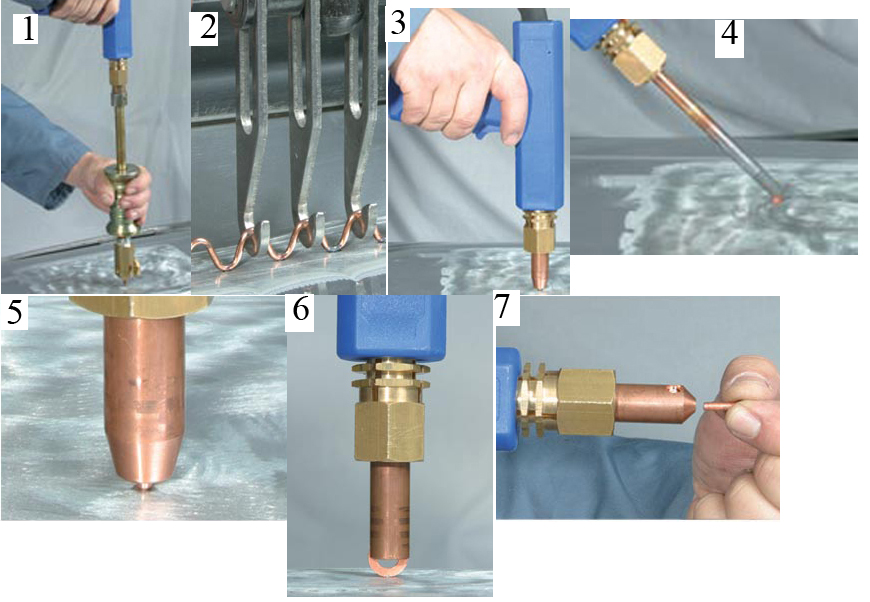
Режим 2. Используется для приварки тянущих элементов с помощью специальных электродов. К тянущим элементам — волнистая проволока, прямые или крученые кольца(сережки) можно приложить значительное усилие, которое и позволяет исправить сильные повреждения, вплоть до восстановления порогов с замятыми ребрами.
Режим 3.Используется со специальным коротким омедненным электродом для осаживания выпуклостей от обратного молотка, инопуллера, клеммы массы или от следов отвертки, которой случайно выдавили металл при арматурных работах.
Режим 4. В этом режиме используется угольный электрод, с помощью которого разогревается значительная поверхность листа. Нагрев позволяет осадить металл и избавиться от выпуклостей поверхности.
Режим 5. В этом режиме с помощью специальных омедненных электродов приваривают элементы крепления молдингов и шумоизоляции, которые могли быть удалены в процессе ремонта или, как правило, отсутствуют на новых деталях.
Режим 6. Используется для приварки шайбы, с помощью которой крепится клемма массы аппарата.
Режим 7. Используя специальный омедненный электрод (с магнитом для удержания привариваемого болта), можно приварить болты под резьбу или саморезы под пластик. С их помощью устанавливаются плашки тормозных трубок, жгутов электрики или клемм массы, которые отсутствуют на новых деталях или были срезаны при проведении восстановительных работ.
Дополнительно можно посмотреть фильмы