В зависимости от степени повреждения или коррозионного разрушения кузовной детали предусматриваются следующие виды ремонта при снятых узлах и деталях, препятствующих проведению рихтовочных, сварочных и окрасочных работ:
- ремонт 0 – устранение повреждений на лицевых поверхностях кузова без повреждения окраски;
- ремонт 1 – устранение повреждений в легкодоступных местах (до 20 % поверхности детали);
- ремонт 2 – устранение повреждений со сваркой, или ремонт № 1 на поверхности детали, деформированной до 50 %;
- ремонт 3 – устранение повреждений со вскрытием и сваркой, частичной реставрацией детали до 30 %;
- ремонт 4 – устранение повреждений с частичной реставрацией детали на поверхности свыше 30 %;
- частичная замена – замена поврежденной части детали кузова ремонтной вставкой (из номенклатуры запасных частей или изготовленной из последних);
- замена – замена поврежденной детали кузова деталью из запасных частей;
- крупноблочный ремонт – замена поврежденных частей кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой последних.
Повреждения кузова могут быть самыми различными, поэтому правила ремонта должны быть индивидуальными. Почти во всех случаях необходимо снимать некоторые детали, чтобы обнаружить повреждения, выправить и выверить каркас кузова. При серьезных повреждениях убирают внутреннюю обивку, чтобы облегчить измерение, контроль и установку гидравлических или винтовых домкратов для устранения перекосов и прогибов.
Оценка повреждений поверхности. Перед тем как приступить к ремонту, следует оценить размеры повреждения и затем выбрать метод ремонта. Существует три основных метода оценки размеров повреждения – визуальная оценка, оценка на ощупь и оценка с помощью линейки.
Визуальная оценка. Для оценки размеров повреждения и степени деформации участок кузова, требующий ремонта, освещают люминесцентной лампой и проверяют ее отражение. Для оценки поврежденного участка осматривают его под разными углами.
Оценка на ощупь. Проводят рукой по поврежденному участку с разных сторон, не нажимая и сконцентрировавшись на ощущениях руки. Чтобы оценить мелкие вмятины, движение рукой должно покрывать большой участок, захватывая и неповрежденный участок.
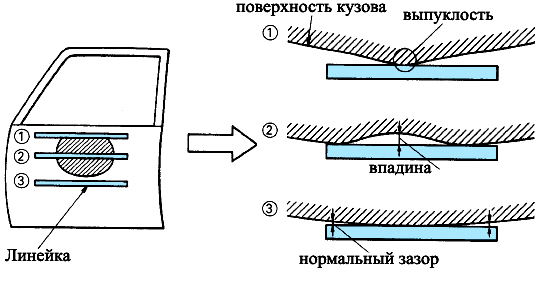
Оценка с помощью линейки . На поврежденный и неповрежденный участки помещают линейку и проверяют зазор между панелью и линейкой, после чего оценивают разницу зазоров для поврежденного и неповрежденного участков (рис. 6.31). Этот метод позволяет сделать более точную количественную оценку, чем предыдущие методы.
Восстановление кузова может производится как заменой отдельных деталей, так и восстановлением деталей из которых состоит кузов. Различают оригинальный сварочный листовой металл, ремонтный листовой металл, запасной листовой металл.
Оригинальный сварочный листовой металл включается в каталог запасных частей соответствующих автопроизводителей и специально разработан для целей ремонта. Он включает углы передних стоек, листовой металл передней части автомобиля, задние крылья, детали из листового металла и др
Ремонтный листовой металл. Такой заготовленный заранее листовой металл имеется для соответствующих типов автомобиля и входит в группу «основных изнашиваемых деталей». Это в первую очередь пороги, подкрылки, привинчиваемые крылья, передний и задний листовой металл. Ремонтные листы имеют такую форму, чтобы их можно было установить поверх заржавевшей старой детали.
Ремонтный листовой металл можно связывать только со сваркой «точка — интервал», поскольку большие наложения листов генерируют в себе достаточные крепежные силы.
Запасной листовой металл применяется в случае отсутствия необходимой запасной детали кузова
Деформированные поверхности ремонтируют путем механического или термического воздействия на металл (метод усадки), а также заполнением вмятин быстро затвердевающими пластиками или припоем (шпатлевание). Механическое воздействие осуществляется методом молотка и оправки и методом приварных шайб.
Каждый из методов имеет свою область применения (табл. 6.1).
Области применения ремонта деформированных поверхностей кузова
| Метод молотка и оправки | Метод приварных шайб | Метод усадки |
| Участки, доступные изнутри | Участки, недоступные изнутри | Участки с малой жесткостью |
| Панель переднего крыла
Задняя часть задней боковой панели Нижняя задняя панель Середина панели крыши Капот и крышка багажного Отделения |
Колесная арка задней
боковой панели Передние и задние двери Панель порога Передняя, средняя и задняя стойки Передняя, задняя и боковые стороны панели крыши Капот и крышка багажного Отделения |
Растянутая панель
Большой участок, отремонтированный с помощью оправки |
Кузов будет считаться отремонтированным, когда будут восстановлены его первоначальные размеры и форма – геометрия кузова.Геометрия отремонтированного кузова определяется:- величинами зазоров между навесными деталями и кузовом;- размерами и формой проёмов ветрового и заднего окон;- взаимным расположением базовых точек на основании кузова.Повреждения кузова могут быть самыми различными, поэтому правила ремонта должны быть индивидуальными. Почти во всех случаях необходимо снимать некоторые детали, чтобы обнаружить повреждения, выправить и выверить каркас кузова. При серьезных повреждениях убирают внутреннюю обивку, чтобы облегчить измерение, контроль и установку гидравлических или винтовых домкратов для устранения перекосов и прогибов.Деформированные поверхности ремонтируют путем механического или термического воздействия на металл, а также заполнением вмятин быстрозатвердеваюшими пластиками или припоем.Правку детали кузова выполняют в горячем и холодном состоянии.
Современные кузова легковых автомобилей собраны из листовых штампованных деталей, которые обычно имеют выпуклую форму. В результате удара металл изгибается, меняя форму поверхности. Если удар достаточно сильный, то металл вытягивается, то есть общая площадь поврежденной зоны становится больше площади участка, из которого возникло повреждение.
Вокруг деформированной зоны создается ограничительный пояс. В этом месте металл подвергается максимальным внутренним напряжениям и вытяжке. Иногда в этом месте возникает ярко выраженная кромка или складка, внешнее отделочное покрытие трескается. Перед выполнением работы место повреждения и прилегающую зону освобождают от краски и противошумной мастики.
Ремонт кузова механическим воздействием предусматривает работы по растяжке, выдавливанию и рихтовке деформированных частей кузова для придания им первоначальных форм и конфигураций. Ремонт детали кузова выполняют в горячем и холодном состоянии.
Обычно для ремонта кузова используют молоток и оправку, однако, в труднодоступных местах вместо оправки используется поддержка. На рис. 6.32 приведены ручные инструменты для правки и рихтовки кузова, а на рис. 6.33 гидравлические цилиндры с насосом и приспособления для вытяжки поврежденных мест.
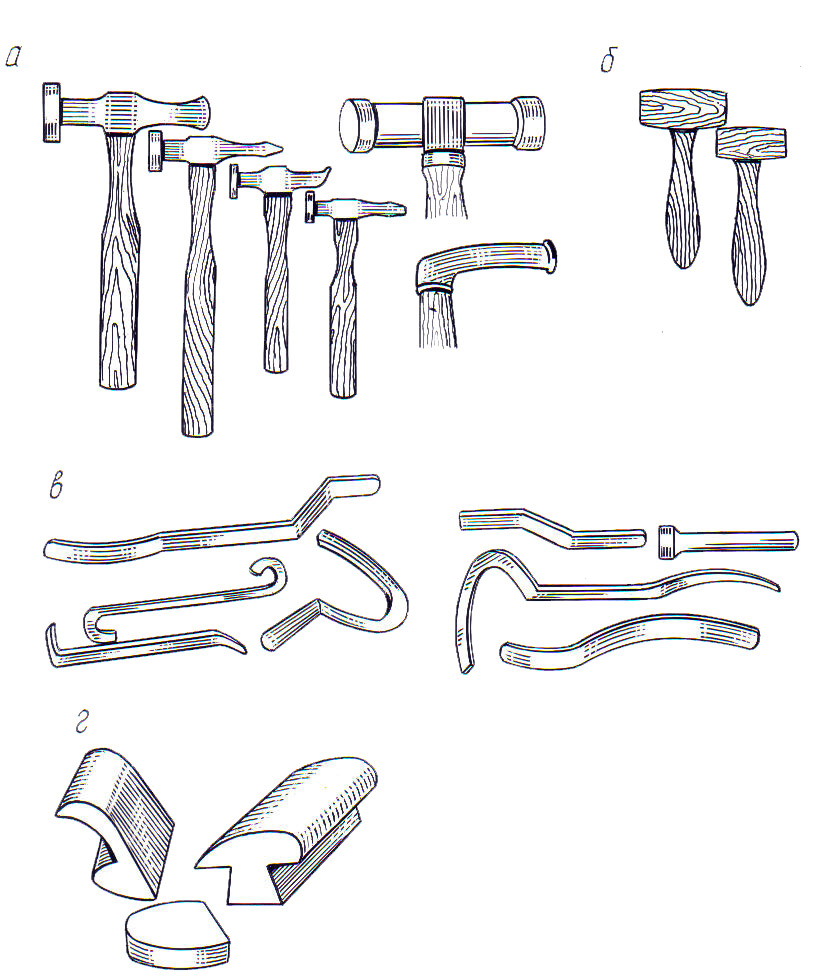
а – молотки; б – киянки; в – специальные оправки; г – поддержки
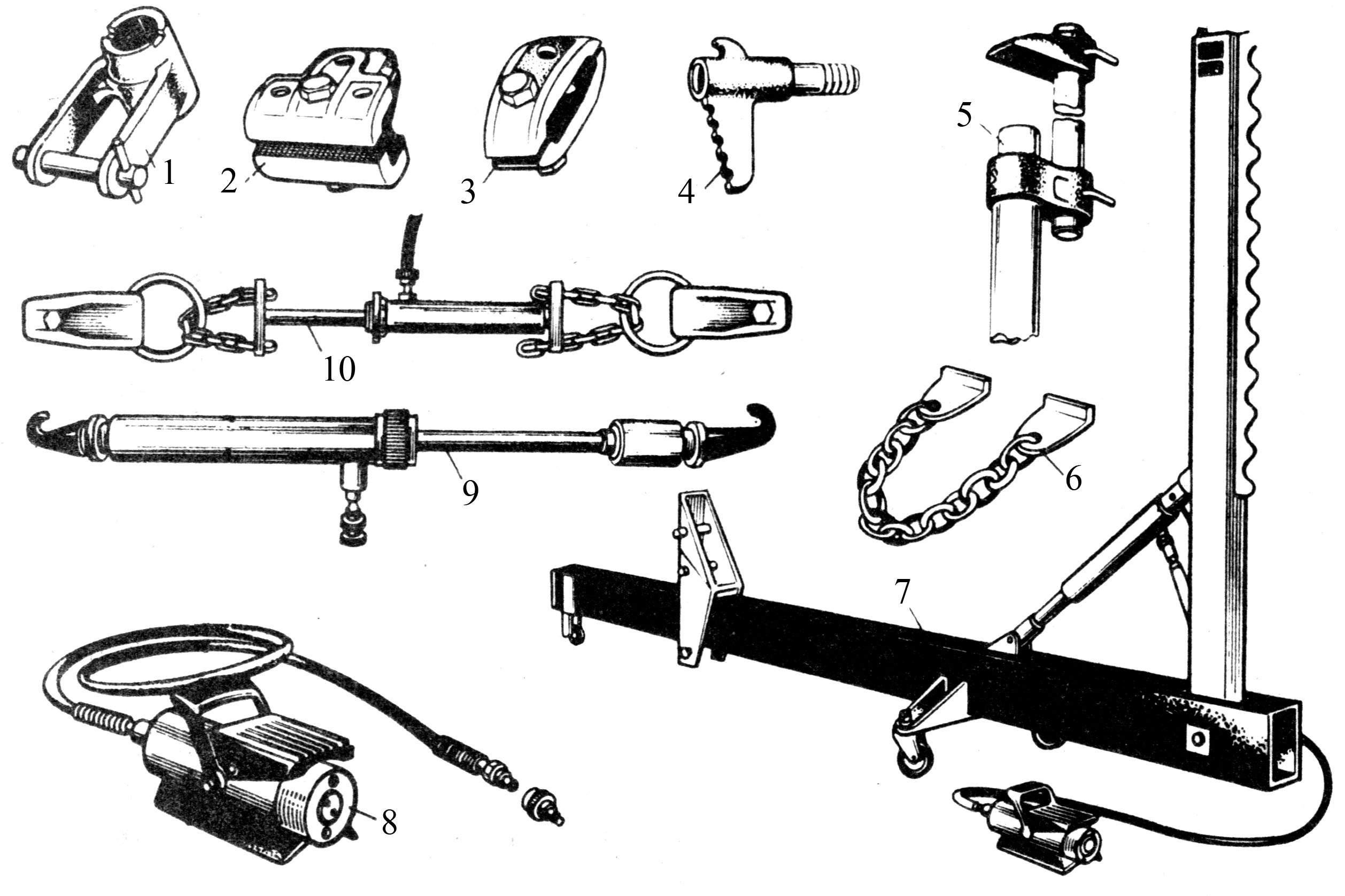
1 – оправка для вытягивания вогнутых деталей; 2,3 – самозакрепляющие гидравлические зажимы; 4 – оправка с зубцами для захвата; 5 – гидравлическая струбцина; 6 – двойной захват; 7 – устройство для правки кузова; 8 – гидравлический насос; 9 – натяжной цилиндр с захватами; 10 – натяжной цилиндр с вытягивающим устройством
Устранение вмятин в труднодоступных местах производят с помощью рычагов, опорных плит и специального приспособления ударного типа. На рис. 6.34 приведены схемы правки и примеры исправления элементов кузова с использованием рычагов.
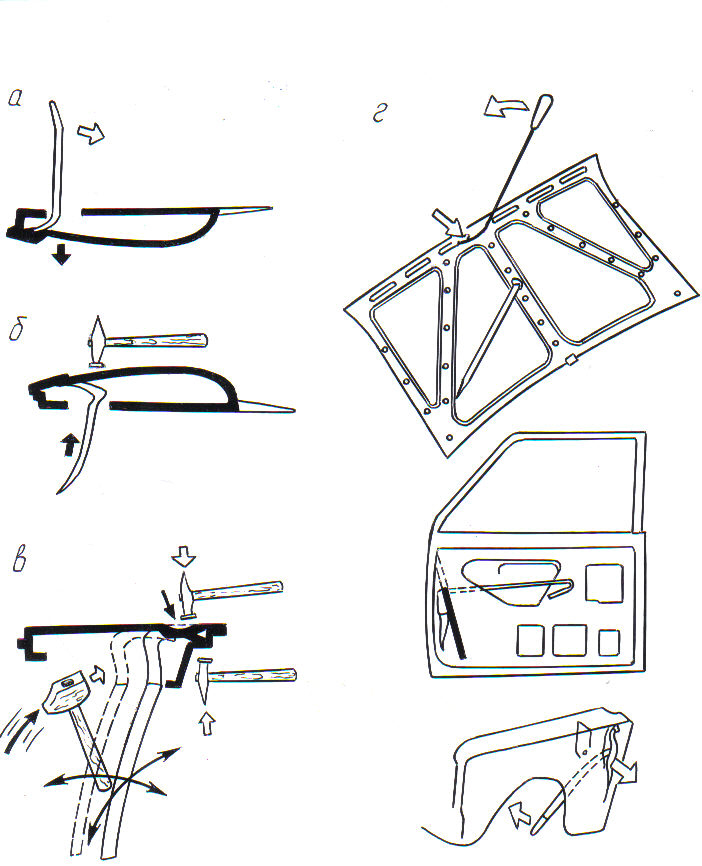
а – исправление деформированного участка с помощью рычага-прижима; б – исправление вмятин с помощью молотка и рычага-прижима; в – ввод рычага-прижима ударом молотка между деформированной частью панели и короба; г – примеры исправления вмятин под усилителями капота, каркасом двери и в скрытой полости переднего крыла
Вмятины, расположенные под усилителями, устраняют плоскими рычагами. Выштамповки и ребра жесткости на открытых участках восстанавливают с помощью опорных плит и специального зубила. Заломы и вмятины панелей дверей, а также крыльев выправляют рычагами, используя в качестве опоры внутренние элементы панелей капота, дверей, щитка брызговика и т. д.
Технология ремонта (ковки) панели с помощью молотка и оправки. Если плоский лист металла куется на опорной плите, оба края листа металла приподнимаются (рис. 6.35). Этот эффект проявляется тем сильнее, чем больше кривизна ударной поверхности молотка.
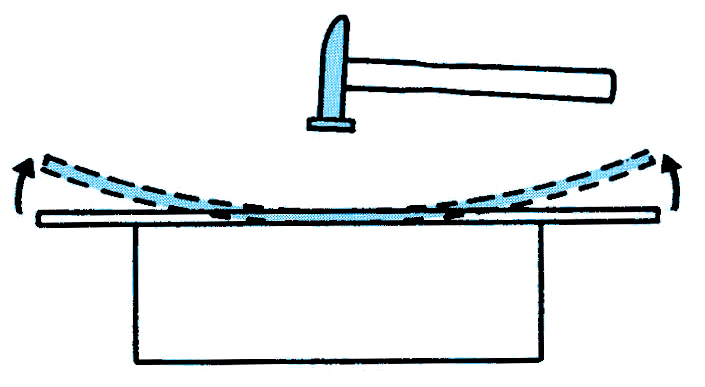
В связи с этим рекомендуется, чтобы боек молотка был круглым и имел плоскую ударную поверхность. С другой стороны, оправка или поддержка должны иметь кривизну, не превосходящую кривизны ремонтируемой панели. Плоские оправки не следует устанавливать на панели с вогнутой поверхностью, так как края оправки оставят небольшие вмятины на поверхности панели. Рекомендуется использовать оправки, кривизна поверхности которых составляет примерно 80 процентов исходной кривизны панелей.
Правку деформированных поверхностей выполняют с помощью плоского молотка (киянки) и фасонных плит или наковален специального профиля (рис. 6.36)
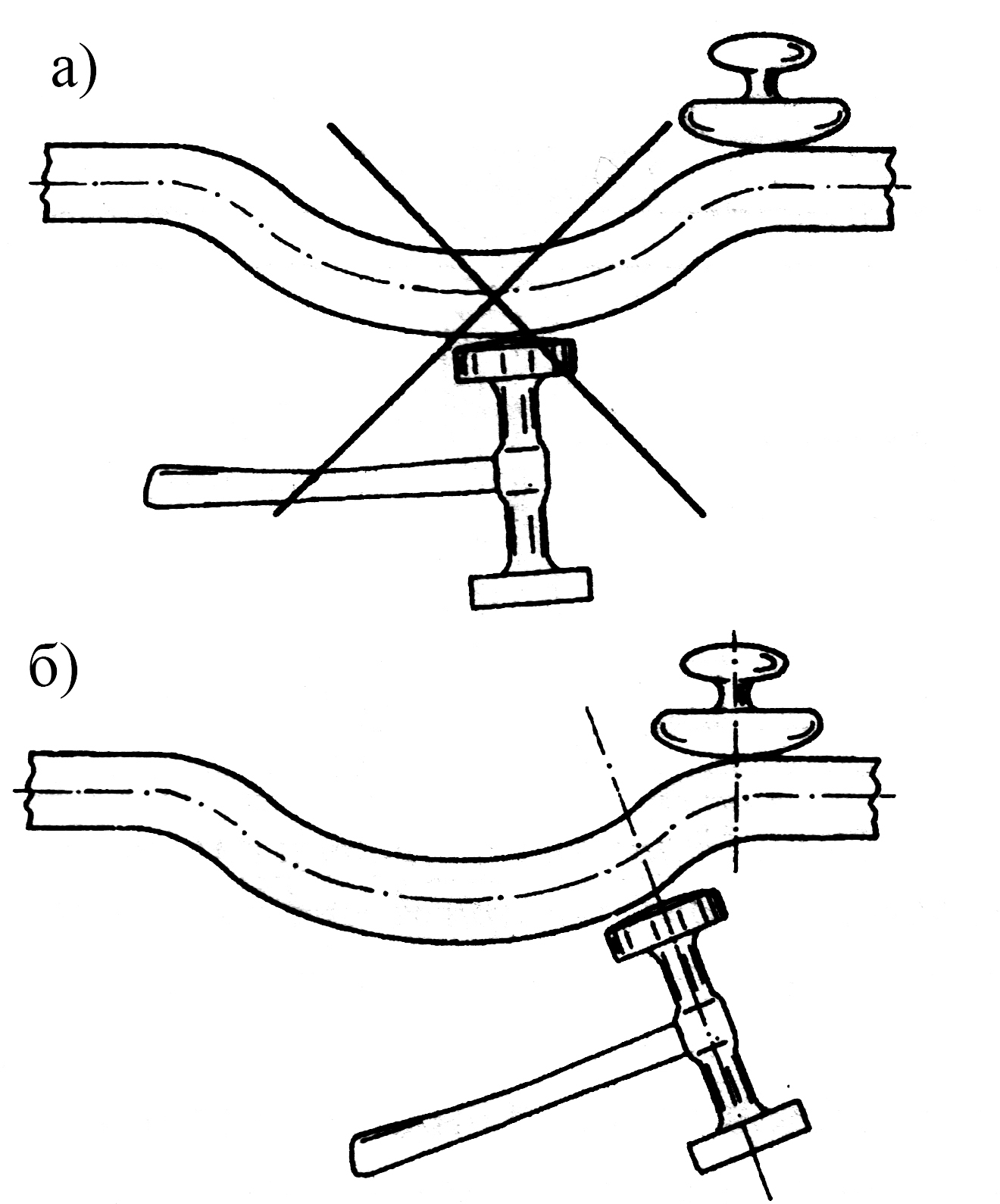
а – неправильное положение молотка; б – правильное положение молотка
При выполнении данной операции контропора должна располагаться со смещением от центра вмятины, а молоток и контропора не должны располагаться на одной оси (рис. 6.36, б). В результате правильно проведенной рихтовки дополнительные напряжения, вызванные деформацией поверхности, устраняются и восстанавливается стабильная первоначальная форма кузова. Если первый удар рихтовочным молотком нанести по центру вмятины (рис. 6.36, а), произойдет смещение лишь средней ее части, в то время как края останутся на прежнем месте. Во вновь возникшей переходной зоне от середины вмятины к ее краю возникнут напряжения сжатия и растяжения, вследствие чего рихтуемое место станет более жестким и с трудом будет поддаваться дальнейшей обработке. Выправление вмятины всегда нужно начинать от края, постепенно перемещаясь по спирали к середине.
Технология ремонта панели с помощью приварных шайб. Ремонт панели с применением приварных шайб заключается в том, что к вмятине панели приваривается шайба. После этого шайба вытягивается, при этом вмятина выправляется. Для приваривания шайб применяется электрический сварочный аппарат (рис. 6.37).

Шайба, удерживаемая электродом, соприкасается с листом металла. После этого через участок между шайбой и массой (листом металла) пропускается ток большой силы и за счет тепла, выделившегося при прохождении электрического тока через сопротивление, соприкасающиеся детали привариваются.
Методы, используемые для вытягивания приварной шайбы, можно разделить на следующие четыре разновидности.
Вытягивание с помощью ручной силы (рис. 6.38, а). При этом методе вытягивается с помощью ручной силы. Выступающие участки выравниваются с помощью молотка. Метод используется для ремонта небольших вмятин.
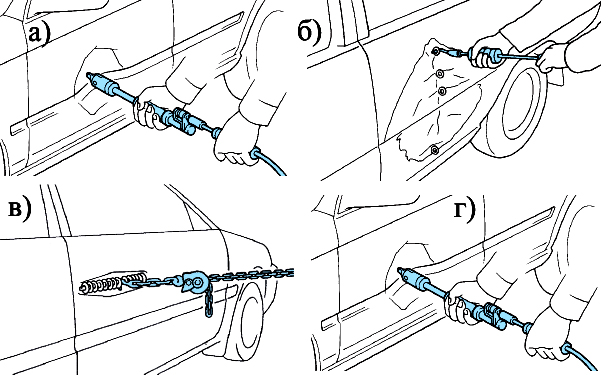
Вытягивание с помощью обратного молотка (рис. 6.38, б). Приварная шайба вытягивается с помощью обратного молотка. Втягивание вмятины происходит за счет удара бойка обратного молотка. Этот метод используется для предварительного вытягивания и для ремонта вмятин на панелях с высокой жесткостью.
Вытягивание с помощью цепного храпового механизма (рис. 6.38, в). Метод используется для ремонта крупных вмятин. К панели приваривается несколько шайб, для одновременного их вытягивания прикладывается большое усилие.
Вытягивание с помощью обратного молотка с приварным наконечником (рис. 6.38, г). В этом случае применяется приспособление, состоящее из обратного молотка, у которого имеется приварной наконечник. Наконечник можно приварить к панели, а затем вытянуть панель.
Если для ремонта панели используется метод вытягивания, остаются небольшие вмятины. Эти небольшие вмятины следует заполнить шпатлевкой.
Устранение выпучин в холодном состоянии основано на растяжении металла по концентрическим окружностям или по радиусам от выпучины к неповрежденной части металла (рис. 6.39). При правке образуется плавный переход от наиболее высокой части выпучины к окружающей ее поверхности панели.
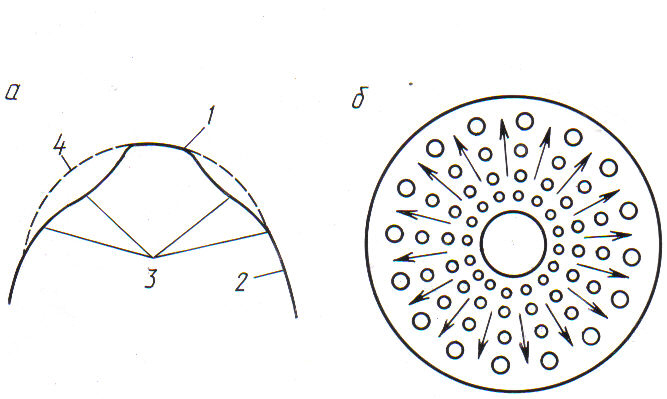
а – участок панели с выпучиной; б – схема направления удара молотком;
1 – выпучина; 2 – панель; 3 – участки панели, подлежащие растягиванию рихтовкой с помощью молотка; 4 – кривизна панели после правки выпучины
Для этого в направлении от металла, окружающего выпучину, к выгнутой части поверхности наносят молотком серию последовательных ударов по кругу. По мере приближения молотка к границе выпучины силу удара уменьшают. Чем больше число окружностей на панели при рихтовке, тем плавнее получится переход от выпучины к неповрежденной части металла.
Правку в нагретом состоянии производят двумя способами: нагревом с последующим охлаждением и нагревом с осаждением металла ударным воздействием.
Нагрев и быстрое охлаждение выпуклости (тепловой способ) основан на использовании процессов расширения и усадки металла производится при наличии на поверхности панели пузыря. Нагрев металла осуществляют угольным электродом сварочного аппарата (рис. 6.40, а) или пламенем газовой горелки (рис. 6.40, б). При нагреве небольшой круг металла быстро разогревается докрасна, пластичность металла при этом возрастает. Так как расширению нагретого металла препятствует менее нагретый окружающий металл, увеличение объема нагретого металла происходит за счет его утолщения. При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг холодным металлом. Так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть окружающего металла. Ускорения процесса осадки металла добиваются уменьшением скорости распространения тепла создавая вокруг нагретой части металла кольцо из мокрой ткани, выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Резкое охлаждение нагретого участка кузова производят смоченным водой тампоном из асбеста или ветоши. Охлаждение металла приводит к нужной осадке и принятию поверхностью кузова требуемого профиля. При устранении выпуклости данным методом поверхность охлаждают в последовательности, указанной на рис. 6.40, в.
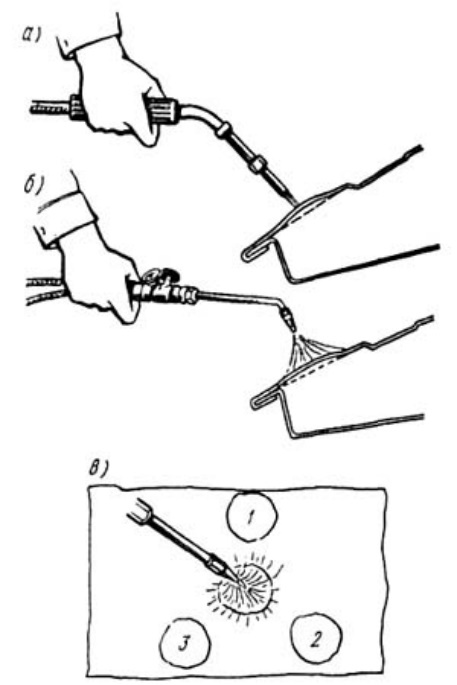
Этот способ может быть использован для устранения на панелях крыши, капота и т. д. «повреждений градом» — мелких впадин диаметром около 10 мм и глубиной 1…2 мм. Газовой горелкой панель спиралеобразно, начиная с периферии и двигаясь к центру, нагревают, пока не начнется температурное изменение цвета лакокрасочного покрытия. За счет расширения металла в зоне нагрева, впадина испытывает сжимающие напряжения, происходит как бы излом ее кромок, и она приподнимется над общей поверхностью панели (рис. 6.41).
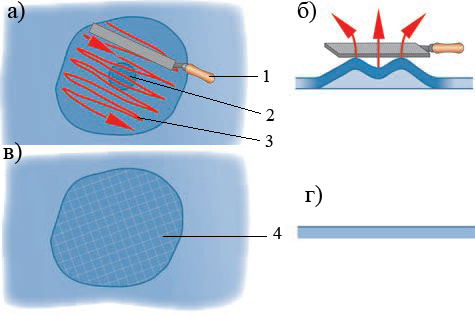
а – вмятина и зона нагрева; б – отвод тепла в напильник и профиль металла после нагрева; в, г – вид вмятины после обработки; 1 – напильник; 2 – вмятина; 3 – направление охлаждения напильником; 4 – зона восстановления
После этого по центральной части вмятины проводят специальным напильником с выгнутой наружу рабочей поверхностью. Напильник прилегает к краям вмятины и интенсивно отводит от них тепло. В результате вызванного охлаждением сокращения материал, лежащий в глубине вмятины, «подтягивается» к краям, середина вмятины поднимается.
Однако, напильник при этом очень быстро нагревается и после нескольких возвратно-поступательных движений её необходимо заменять на охлаждённый.
Следует помнить, что напильник используется исключительно для отвода тепла, а не для стачивания материала.
Подъем деформированного участка кузовной панели над ее основной плоскостью в виде «кратера вулкана» можно объяснить следующим образом. При нанесении точечного удара по панели кузова, смещение металла в точке контакта приводит к изгибу листа панели и образованию эпюры напряжений, в соответствии с рис. 6.42, а.

а — в момент деформации панели; б — после образования вмятины; в — напряжения, возникающие при нагреве панели; г— суммарные напряжения, приводящие к изгибу панели
Когда напряжения на наружных поверхностях превысят значение напряжения текучести металла σт , лист панели начнет пластически деформироваться. Глубина деформированного слоя будет определяться величиной изгибающего момента, толщиной листа и прочностными характеристиками металла. После завершения силового воздействия упруго деформированный металл, находящийся внутри листа, старается занять исходное положение, но «наталкивается» на слой пластически деформированного металла. При этом образуется эпюра напряжений, показанная на (рис. 6.42, б) а панель будет находиться в стабильном состоянии с оставшейся после силового воздействия вмятиной на поверхности.
Нагрев панели круговыми движениями горелки вокруг вмятины приводит к расширению металла и образованию дополнительных сжимающих напряжений, постоянных по величине на всей толщине листа (рис. 6.42, в). Наложение этих напряжений на остаточные напряжения, возникшие при деформации панели, приводит к образованию эпюры, показанной на (рис. 6.42, г). Эпюра суммарных напряжений становится явно несимметричной, что приводит к косому сжатию и повороту сечения, т. е. изгибу листа панели и выдвиганию деформированного участка с вмятиной вверх (вмятина будет «выворачиваться наизнанку»).
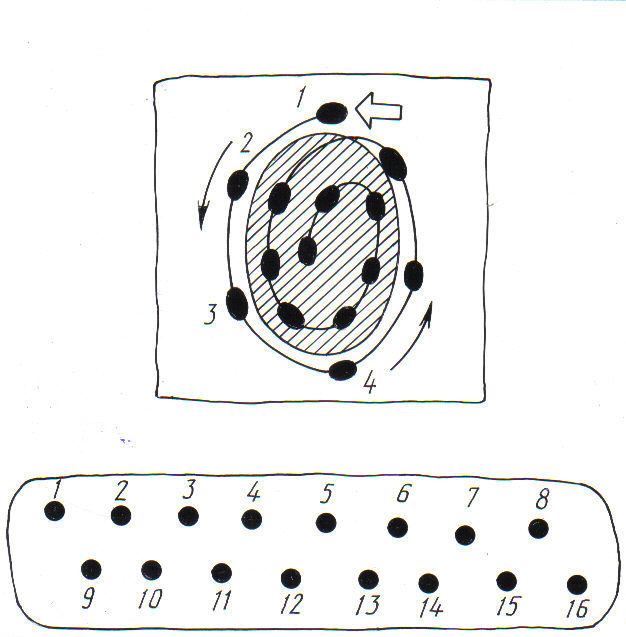
Нагрев выпуклости (вмятины) и осадку металла производят в такой последовательности. Металл разогревают докрасна (диаметр круга при разогреве не более 10 мм при толщине металла 0,6…0,8 мм). Под нагретый участок устанавливают ручную наковальню. Киянкой при устранении выпуклости или молотком-гладилкой при устранении вмятины выстукивают не покрасневший металл вокруг нагретой точки, а затем нагретую точку.
Последовательность предварительного нагрева и нанесения ударов при устранении обширных выпуклостей (вмятин) зависит от формы выпуклости. Если выпуклость круглая, то точки ударов 1…4 (рис. 6.43) располагают по спирали в направлении от периферии к центру, если выпуклость длинная и узкая, точки ударов 1…16 располагают узкими рядами.
Устранение выпуклости может осуществляться электронагревом. При этом способе нагрев деформированной детали осуществляется пропусканием электрического тока большой силы и низкого напряжения. Вспомним, что точечная сварка легко нагревает докрасна металл, сжатый двумя электродами. Общий принцип действия всех промышленных аппаратов точечной сварки заключается в быстром местном нагреве металла, находящегося в контакте с угольным электродом, установленным в держателе. В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
Для устранения пузыря этим способом проводят подготовительные работы. Сначала выправляют деформированную часть с помощью обычных инструментов. Если вмятины небольшие, можно обойтись без правки. С мест обработки удаляют краску (она является изолятором). Операция может выполняться как вручную шабером, так и шлифовальной машинкой. Зачищают также место соединения с массой.
В держатель устанавливают электрод, соответствующий выполняемой работе, если это предусмотрено конструкцией аппарата: электрод с плоским или выпуклым наконечником для выполнения точек усадки; электрод с острым наконечником для выполнения усадочных строчек. На вторичной обмотке регулируют напряжение.
В ремонтной практике применяют два основных типа аппаратов для нагрева зоны правки.
Аппарат со встроенной губкой состоит из держателя электрода, самого электрода и силового провода, питающего держатель электрода. Провод соединяется с аппаратом дуговой сварки, обычно использующим электроды с покрытием, и подключается на место провода, питающего стандартный держатель электрода. Медный электрод установлен внутри держателя электрода и проходит через центральное отверстие кольцевой губки, установленной в корпусе из электроизоляционного материала. Отдельный провод соединяет обрабатываемый металл с массой.
Для тонких листов достаточна минимальная сила тока 40 А. При обработке более толстых листов или алюминия силу тока увеличивают. Губку смачивают в воде и устанавливают в корпусе. Роль губки – ограничивать зону нагрева и охлаждать. Электрод на короткое время вводится в контакт с металлом в зоне правки. Каждое контактирование электрода вызывает местный нагрев металла до красного цвета в результате сопротивления металла прохождению тока. Если аппарат не перемещают в стороны, то получаются точки нагрева. Если аппарат перемещают, получаются усадочные ряды. Нельзя долго держать электрод в контакте с листом, чтобы не прошить его насквозь.
Другой тип аппарата с вынесенной губкой. Он содержит электрический трансформатор с регулятором силы тока, силовой провод с держателем электрода и электродом, силовой кабель, соединяющий аппарат с источником электрического тока. Рабочее напряжение этого аппарата меньше и сравнимо с напряжением аппарата точечной сварки. Регулятор тока вторичной обмотки устанавливают в положение, соответствующее виду и толщине обрабатываемого металла. После каждого контакта электрода с листом нагретую зону протирают влажной губкой. В зависимости от природы деформации нагрев производят точками или рядами. Вначале охлаждают металл вокруг точек контакта, а затем их вершины.
Неровности на панелях можно выравнивать с помощью полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отверждения, припоя. Технология проведения шпатлевания и применяемое оборудование рассмотрены ниже.
Дополнительно можно посмотреть фильмы