6.2.12.1. Полимерные материалы
Эффективное использование физико-механических и химических свойств полимерных материалов позволяет значительно снизить трудоемкость ремонта автомобиля, что обусловлено следующими особенностями их использования:-технологии с использованием полимерных материалов не требуют сложного оборудования и высокой квалификации работающих;при использовании полимерных материалов появляется возможность производить ремонт без разборки узлов и агрегатов;использование полимерных материалов во многих случаях позволяет не только заменить сварку или наплавку, но и производить ремонт таких деталей, которые другими известными способами отремонтировать невозможно или опасно с точки зрения безопасности труда;применение полимерных материалов позволяет восстанавливать детали минуя сложные технологические процессы нанесения материала и его обработку.Наиболее широко при ремонте автомобилей используют анаэробные полимеры и композиционные материалы.
Анаэробные полимерные материалы представляют собой смеси жидкостей различной вязкости, способные длительное время оставаться в исходном состоянии без изменения свойств и быстро отвердевать с образованием прочного полимерного слоя в узких зазорах между поверхностями при температурах 15…35 с С при условии прекращения контакта с кислородом воздуха.Основой анаэробных составов являются способные к полимеризации соединения акрилового ряда, чаще всего, диметакриловые эфиры полиалкиленгликолей. В анаэробный состав входят ингибирующие и инициирующие системы, обеспечивающие его длительное хранение и быстрое отверждение в зазорах, а также загустители, модификаторы, красители и другие добавки. Отечественная промышленность выпускает анаэробные полимерные материалы с разнообразными свойствами. Из зарубежных фирм ведущее место в разработке и производстве анаэробных материалов принадлежит фирме LOCTITE.По прочностным свойствам анаэробные полимерные материалы делятся на высоко-, средне- и низкопрочные. Анаэробные материалы после отверждения обладают высокой термической и химической стойкостью, обеспечивают работоспособность узлов и деталей при эксплуатации их в контакте с органическими растворителями и агрессивными средами в широком интервале температур и давлений. Скорость отверждения и время достижения максимальной прочности соединений зависит от температуры окружающей среды. При температуре ниже 15°С полимеризация замедляется. Благодаря высокой проникающей способности анаэробные полимерные материалы плотно заполняют трещины, микродефекты сварных швов, зазоры.На скорость отверждения анаэробных полимеров влияет материал, контактирующий с полимером. По этому признаку материалы делятся на три группы: активные — ускоряющие отверждение полимера (сплавы меди, никель, малоуглеродистые стали);нормальные — не влияющие на скорость отверждения (железо, углеродистые стали, цинк);пассивные — замедляющие отверждение (высокоуглеродистые стали, алюминий, золото, титан и его сплавы, материалы с антикоррозионными покрытиями, пластмассовые изделия).
Композиционные полимерные материалы (холодная сварка) обычно классифицируются по виду армированного наполнителя или связующего. Наиболее распространены следующие связующие: полиэфиры, фенолы, эпоксидные компаунды и смолы, силиконы, алкиды, меламиды, полиамиды, фтороуглеродистые соединения, поликарбонат, акрилы, ацетали, полипропилен, полиэтилен и полистирол.Связующие делятся на термопласты (способные размягчаться и затвердевать при изменении температуры) и реактопласты или термореактивные смолы (связующие, в которых при нагревании происходят необратимые структурные и химические превращения). В настоящее время для композиционных материалов больше используются термореактивные связующие.Эпоксидные смолы являются одним из лучших видов связующих для большого числа композиционных материалов, что объясняется следующими причинами:эпоксидные смолы обладают хорошей адгезией к большинству наполнителей, армирующих компонентов и подложке; разнообразие доступных эпоксидных смол и отверждающих агентов позволяет получить после отверждения материалы с широким сочетанием свойств;в ходе химической реакции между эпоксидными смолами и отверждающими агентами не выделяются вода и вредные летучие вещества, а усадочные явления при отверждении в этом случае ниже, чем для фенольных или полиэфирных смол, отвержденные эпоксидные смолы обладают хорошей химической стойкостью к бензину, маслам, специальным жидкостям.К преимуществам композиционных материалов перед полимерными относятся: повышенные жесткость, прочность, теплостойкость, стабильность размеров; пониженные газо- и паропроницаемость; регулируемые электрические и фрикционные свойства; пониженная стоимость. Однако достичь всех этих свойств в одной композиции нельзя.Наименование «холодная сварка» по отношению к полимерным композиционным материалам обосновывается тем, что во многих случаях они позволяют не только заменить пайку, сварку или наплавку, но и производить восстановление таких деталей, ремонт которых известными способами затруднен или невозможенМногие свойства полимерной композиции в значительной степени определяются свойствами матрицы. Для ремонтных целей наиболее подходят матрицы из эпоксидных олигомеров, которые являются основой многих композиционных материалов, как отечественных, так и зарубежных. В технической и научной литературе эпоксидными олигомерами называют эпоксидные смолы в неотвержденном состоянии. Для композиционных материалов, применяемых при ремонте автомобилей, наиболее подходят эпоксидно-диановые смолы отечественного производства марок ЭД-16, ЭД-20, ЭД-22 (табл. 6.4). Наибольшей вязкостью обладает смола ЭД-16, которую перед употреблением необходимо нагреть до температуры 60…80°С, смолы ЭД-20 и ЭД-22 пригодны для работы при комнатной температуре. Неотвержденные эпоксидные смолы легко растворяются во многих органических растворителях и имеют ограниченное применение.Эпоксидные смолы проявляют ценные физико-механические свойства в результате превращения под действием отвердителей в сетчатый полимер. Эпоксидные композиции обладают уникальным набором технологических свойств, а полимерные материалы на их основе отличаются таким сочетанием высоких прочностных, теплофизических, диэлектрических, адгезионных, влагозащитных и других показателей, какого не имеет ни одна группа высокомолекулярных соединений.
Характеристики эпоксидно-диановых смол
|
Показатель |
ЭД-22 |
ЭД-20 |
ЭД-16 |
|
Молекулярная масса |
Не более 390 |
390..430 |
480…540 |
|
Плотность при 25°с, г/см3 |
1,165 |
1,166 |
1,168 |
|
Внешний вид |
Низковязкая прозрачная жидкость |
Вязкая прозрачная жидкость |
Высоковязкая жидкость |
|
Цвет |
От светло коричневого до коричневого |
||
|
Содержание эпоксидной группы, % |
22,1…23,5 |
19,9…22,0 |
16,0…18,0 |
|
Температура размягчения, °С |
— |
0 |
10 |
|
Динамическая вязкость при 25°С, мПа⋅с |
8000…13000 |
13000..28000 |
Не определяют |
Основное достоинство технологии ремонта с использованием эпоксидных олигомерных композиций основано на возможности их отверждения при любых температурах, начиная с отрицательных, и получения требуемой формы и размеров отвердевшей композиции. Это позволяет восстанавливать детали, минуя сложные технологические процессы нанесения и обработки материала.На основе матрицы из эпоксидных смол могут быть созданы универсальные материалы. Эпоксидные смолы в неотвержденном состоянии относятся к высокомолекулярным соединениям с низкой степенью полимеризации, которые могут вступать в реакции полимеризации. Они содержат функциональные группы, обуславливающие возможность образования полимеров с пространственной сетчатой структурой (реакция отверждения).Свойства отвержденной эпоксидной композиции во многом определяются характеристиками эпоксидной смолы, условиями и режимами протекания процесса их отвержденияОтверждение происходит в результате взаимодействия функциональных разнотипных групп или ненасыщенных связей с низкомолекулярными веществами, называемыми отвердителями. Химическая природа и строение молекул отвердителя во многом определяют структуру сетки и оказывают влияние не только на технологические свойства исходных композиций, но и на эксплуатационные характеристики полимеров. Самым распространенным отвердителем эпоксидных смол является полиэтиленполиамин, но отверждать эпоксидные смолы можно практически любым карбофункциональным соединением или основанием Льюиса. Существующие отвердители можно разбить на четыре группы: аминные отвердители; ангидриды ди — и поликарбоновых кислот; олигомерные отвердители;катализаторы и ускорители отверждения эпоксидных смол. Однако для практического использования пригодна лишь малая доля соединений, т.к. использование композиционных материалов при ремонте автомобилей требует отверждения эпоксидных композиций при комнатной температуре или при умеренном нагревании, а в случае необходимости и при отрицательных температурах. Указанным требованиям отвечает подгруппа аминных отвердителей, в которую входят полиаминоалкилфенолы в виде технически чистых соединений, технология получения которых освоена промышленностью. Отвержденные эпоксидные смолы в чистом виде обладают повышенной хрупкостью, плохо выдерживая удары и вибрации. Для повышения их эластичности в состав смол вводят пластификаторы. Сущность пластификации состоит в изменении вязкости полимерной композиции, увеличении гибкости молекул и подвижности надмолекулярных структур. Пластификаторы уменьшают хрупкость, повышают морозостойкость и стойкость к резкому изменению температур отвержденных композиций. В ремонтном производстве в качестве пластификатора, в основном, применяется дибутилфталат (ДБФ) — желтовато-маслянистая жидкость с небольшой молекулярной массой и достаточно высокой температурой кипения.Эпоксидные смолы не вступают в химическое взаимодействие с ДБФ и в процессе эксплуатации подвергаются быстрому старению. ДБФ является инертным разбавителем эпоксидной композиции. В процессе эксплуатации происходит выход ДБФ из композиции, что снижает прочность сцепления и стойкость к ударным нагрузкам, одновременно снижается теплостойкость отвержденной композиции, уменьшается прочность при изгибе, растяжении и сжатии, ухудшаются диэлектрические характеристики материала.К активным разбавителям, содержащим реакционноспособные группы, относятся низковязкие эпоксидные смолы. Введение активных разбавителей в эпоксидные смолы способствует снижению их начальной вязкости, удлинению жизнеспособности и повышению эластичности отвержденных композиций.Пластификаторы можно вводить вручную, однако это может привести к неравномерному смешиванию с образованием большого количества пузырьков воздуха. Поэтому целесообразно использовать готовые компаунды, в которые уже введены пластификаторы.В эпоксидный компаунд входит олигоэфиракрилат МГФ-9, представляющий собой эфир, полученный на основе метакриловой и фталевой кислот и триэтиленгликоля.В качестве пластификаторов эпоксидных смол также используют низкомолекулярные полиамидные смолы (Л-18, Л-19, Л-20), являющиеся одновременно отвердителями.Наполнитель может влиять на молекулярную структуру полимерной матрицы на сравнительно больших расстояниях от поверхности наполнителя, значительно превышающих радиус действия межмолекулярных сил. Наполнители в виде металлических порошков придают эпоксидным композициям свойства, присущие металлам: теплопроводность и электропроводность. Одновременно они сохраняют важные свойства полимеров: эластичность, адгезию к металлам, химическую стойкость. Кроме того, при определенных условиях полимеры, наполненные металлическим порошком, могут приобретать протекторные и ингибирующие свойства соответствующих металлов.Влияет наполнитель также и на процесс отверждения эпоксидной смолы, вступая в химические реакции с реакционноспособными группами эпоксидных отвердителей. Наполнители могут быть неорганическими и органическими, а также могут представлять из себя порошки различных металлов.В производственной практике ремонта автомобилей наибольшее распространение получили многочисленные композиции на основе эпоксидных смол ЭД-20 и ЭД-16, где в качестве пластификатора используется дибутилфталат с отвердителем полиэтиленполиамином. Готовят композиционные материалы следующим образом. Для лучшего перемешивания эпоксидную смолу ЭД-16 разогревают до температуры 60…80°С и отбирают в ванночку необходимое ее количество. В смолу добавляют небольшими порциями пластификатор (если он содержится в композиции) и перемешивают смесь в течение 5…8 мин. Затем также вводят наполнитель и перемешивают в течение 8…10 мин. Такой состав можно хранить длительное время.Окончательное приготовление композиции осуществляется непосредственно на месте использования и незадолго до ее применения. Это объясняется тем, что после введения отвердителя или катализатора жизнеспособность композиции находится в интервале от нескольких минут до нескольких часов — в зависимости от типа отвердителя. Этим определяется количество приготавливаемой композиции.Анализ показывает, что отклонение дозировки отвердителей до 5% от оптимального соотношения, а пластификаторов и наполнителей до 10% не приводит к существенным изменениям свойств композиции при хорошем смешивании компонентов. Большее отклонение приводит к ухудшению свойств композиции.Отвердитель вводят в состав непосредственно перед употреблением и тщательно перемешивают композицию.Из отечественных композиционных материалов, которые изготавливаются согласно ТУ-06-05-205278121-003-94 и сертифицированы, в розничной продаже имеется компаунд «Десан». Это универсальный синтетический компаунд, представляющий собой двухкомпонентный состав. Смешивание основы и отвердителя «Десана» вызывает молекулярную реакцию, которая позволяет использовать поверхностную активность различных материалов. Это обеспечивает адгезию компаунда с любыми металлами, пластмассами, деревом, керамикой, резиной, стеклом.Среди зарубежных компаний, занимающихся разработкой, производством и внедрением композиционных материалов, наиболее известными являются фирмы Multi Metall, Durmetall и LOCTITE.
6.2.12.2. Ремонт кузовных деталей полимерными материалами
Ремонт кузова. Полимерные материалы при ремонте применяются для следующих целей: заделки трещин и пробоин, антикоррозионной защиты, склеивания деталей и материалов, герметизации сварных, заклепочных соединений, устранения неровностей.
Важными этапами процесса нанесения полимерного материала являются очистка и подготовка ремонтируемой поверхности, что оказывает определяющее влияние на качество полимерного покрытия и на стабильность его прочностных показателей. После очистки поверхности от загрязнений, перед нанесением полимерного покрытия необходима специальная подготовка поверхности. Качеством проведения этой операции во многом определяется долговечность и стабильность прочностных показателей полимерного материала.Значительно облегчить процесс подготовки поверхности для нанесения полимерного покрытия можно, используя преобразователи или нейтрализаторы ржавчины, которые преобразуют продукты коррозии в более стабильные соединения.
Затем производится грунтование и тщательная сушка. После этого наносят полимерный материал с использованием в необходимых случаях стеклоткани, которая формирует недостающие участки ремонтируемой поверхности и, армируя их, придает им прочность.
Желательны два-три слоя стеклоткани разного размера. Клееные латки делаются овальными — без острых углов, которые всегда являются концентраторами напряжения. Первым накладывается кусок стеклоткани наименьший — на нанесенный на обезжиренную поверхность слой смолы. Каждый последующий кусок стеклоткани должен быть большего, чем предыдущий, размера и тоже накладывается на очередной слой смолы. Главным при наклейке накладок является удаление из-под них воздушных пузырей (валиком или торцеванием жесткой кистью). Для улучшения пропитки и облегчения формирования из стеклоткани сложных поверхностей ее иногда обжигают в пламени паяльной лампы или газовой горелки, а также замачивают в емкости со смолой до установки на место. В отличие от паяных или вваренных латок, латки на синтетических клеях ставят сразу с двух сторон: слой снаружи, слой изнутри. Края заделываемого отверстия на лицевой стороне панели должны быть поднутрены так, чтобы армирующая ткань не выступала на наружную поверхность. Еще лучше армировать клееную латку мелкой металлической сеткой. Возможно применение строительной синтетической мелкой сетки.
Ниже приведена технология устранение повреждений кузова с использованием стекломатериалов и клеев состоит в следующем.
Место повреждения, например, сквозное отверстие, тщательно обезжиривают и шлифуют таким образом, чтобы его края были скошены под тупым углом (рис. 6.113). После шлифовки удаляют абразивную пыль.
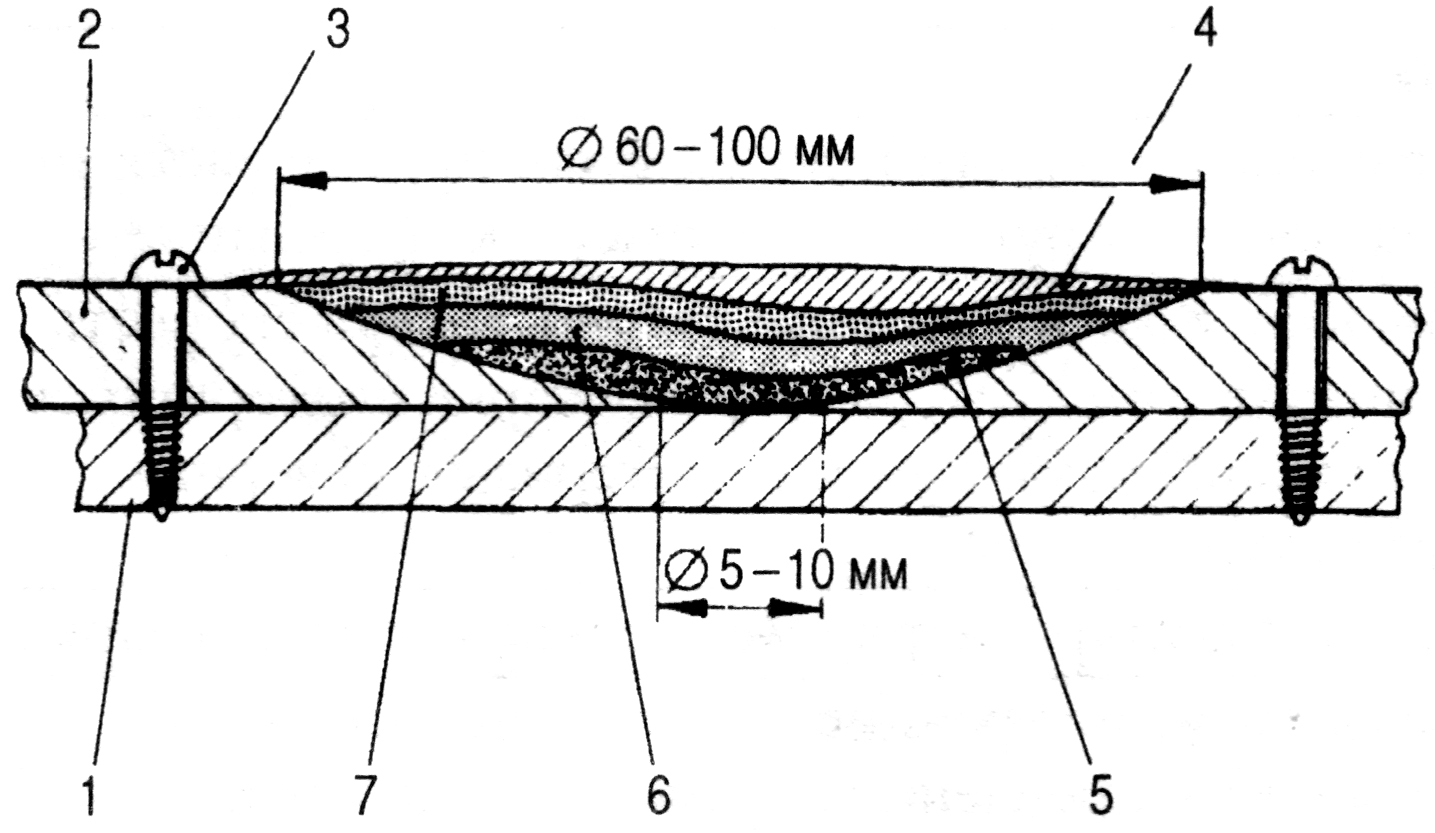
1 — опорная пластина; 2 — восстанавливаемая деталь; 3 — шуруп-саморез; 4 — шпатлевка; 5,6,7 — 1-й, 2-й и 3-й слои стеклоткани
В зависимости от толщины детали, подлежащей восстановлению вырезают от одного до трех кусков стеклоткани, которые после их пропитки полимерной смолой будут играть роль усилительных накладок. В соответствии с геометрией отверстия, подготовленного для устранения, нижняя накладка должна иметь наименьшую площадь, а верхняя — наибольшую. Каждая накладка должна не только прилегать к нижерасположенному слою стеклоткани, но и примыкать по всему периметру к скошенным кромкам отверстия. Смешивают в нужной пропорции синтетическую смолу, предназначенную для последующего проклеивания стеклоткани, с отвердителем. Если температура окружающего воздуха слишком высока (восстановление производится летом), текучесть смолы окажется слишком высокой, и при нанесении на вертикально расположенную поверхность она будет стекать, не успев отвердиться. Чтобы избежать этого, смолу следует сделать более густой, перемешав с измельченным стекловолокном.
Приготовленную смесь кистью наносят на восстанавливаемую поверхность, после чего укладывают первую усилительную накладку. Кисть окунают в смолу и тщательно промазывают стеклоткань, следя за тем, чтобы в покрытии не оставалось воздушных пузырьков. При необходимости укладывают следующий слой стеклоткани и также промазывают его смолой. Подобную процедуру повторяют до тех пор, пока на лицевой поверхности не останется небольшое углубление. В заключение в течение определенного времени смолу сушат и отверждают. Процесс отверждения может быть ускорен нагреванием поверхности инфракрасным нагревателем (температура не должна превышать 60° С).
После полного отверждения смолы на лицевую поверхность наносят слой шпатлевки — смесь основного компонента с соответствующим отвердителем. Перемешивание компонентов шпатлевки должно быть очень тщательным. Чтобы визуально контролировать качество перемешивания, используют отвердитель красного цвета, благодаря чему сгустки плохо распределенного отвердителя будут хорошо заметны на сером фоне основного компонента шпатлевочной массы.
Толщина одного слоя шпатлевки не должна превышать 2 мм. Далее отверждают шпатлевку, шлифуют поверхность эксцентриковой машинкой и наносят следующий слой шпатлевки.
Если отверстие в поврежденной детали очень большое, возникает опасность, что первый (самый нижний) слой стеклоткани провалится, прежде чем произойдет отверждение смолы. Во избежание этого с обратной стороны восстанавливаемой детали закрепляют жесткий металлический лист, который по окончании восстановления удаляют.
Детали, изготовленные из стеклопластика, могут быть восстановлены способом замены поврежденной части так же, как и детали из обычного стального листа. Поврежденную деталь отделяют от кузова с помощью ко-роткоходной или вибрационной пилы, причем выбирают наиболее короткую линию реза. Пригонку новой детали осуществляют так же, как при восстановлении стального кузова. Концы обеих деталей, подлежащих соединению, шлифуют под таким углом, чтобы ширина отшлифованных кромок составила 20…30 мм. В результате образуется такая же поверхность, как при устранении разрыва. Для повышения жесткости создаваемого соединения с обратной стороны крепят усилительный металлический или пластмассовый элемент с нахлестом на старую и новую детали, составляющим около 50 мм (рис. 6.114). Если соединяемые кромки имеют сложную конфигурацию, в качестве усилительного элемента применяют соответствующий элемент, отрезанный от старой или новой детали кузова.
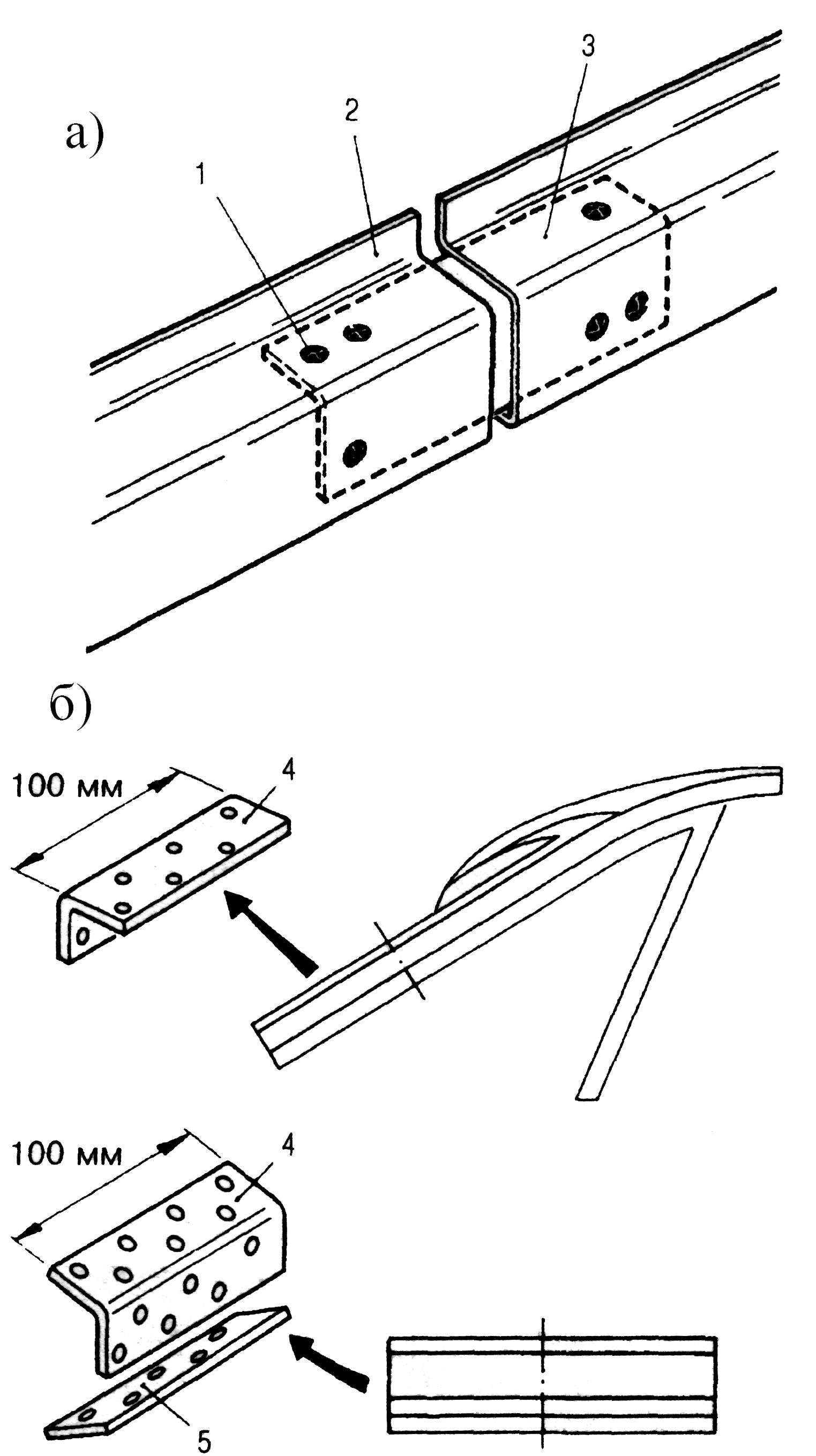
1 — отверстие диаметром 10 мм; 2 — оставшаяся часть детали; 3 — усилительный элемент; 4 — уголок; 5 — пластина
Точная пригонка новой детали обеспечивается благодаря усилительному элементу. Половину его общей длины крепят с обратной стороны оставляемой детали кузова. Другая половина усилительного элемента временно остается свободной. Просверливают отверстия сквозь сохраняемую часть кузова и усилительный элемент и соединяют их шурупами-саморезами. Затем ими же соединяют свободный конец усилительного элемента с новой деталью, точно пригнанной к сохраняемой части кузова. После выполнения пригонки усилительный элемент демонтируют. Поверхности взаимного прилегания усилительного элемента, сохраняемой части кузова и новой детали очищают и обезжиривают. Смолу, выполняющую роль клея, смешивают с отвердителем, и смесь наносят на подготовленные поверхности. Усиливающий элемент шурупами-саморезами соединяют с оставляемой частью кузова, а затем с новой деталью, тщательно соблюдая точность пригонки кромок.
Как только новая деталь будет окончательно зафиксирована в должном положении, скошенные кромки заполняют смолой. При этом шурупы-саморезы оставляют незакрытыми (после отверждения смолы их следует удалить). Восстанавливаемой поверхности придают шероховатость, а затем выравнивают ее полиэфирной шпатлевкой. Шпатлеванию подлежат и отверстия под саморезы.
Для устранения неровностей в панелях кузова может применяться различные методы напыления полимеров: газопламенное напыление, теплолучевой метод напыления, струйно-электрофоретический метод напыления.
Газопламенное напыление легкоплавких термопластичных материалов типа ПФН-12 или ТПФ-37 при помощи установки УПН-6-63.
При нанесении покрытия поверхность предварительно подогревают без подачи полимерного материала до температуры 215 — 220 °С.
Отделом механики полимеров национальной академии наук Республики Беларусь разработан теплолучевой метод напыления полимеров, который является более производительным по сравнению с газопламенным в 1,5… 1,8 раза. При этом расход порошка уменьшается на 25 … 30 %. Сущность метода состоит в том, что, струя порошкообразного полимера подается в мощный поток светотепловых лучей, где частицы материала плавятся и с большой скоростью наносятся на покрываемую поверхность, образуя покрытие. Схема прибора для нанесения полимеров приведена на рис. 6.115. Наносимые теплолучевым методом покрытия имеют лучшие физико-механические свойства и адгезию к подложке.
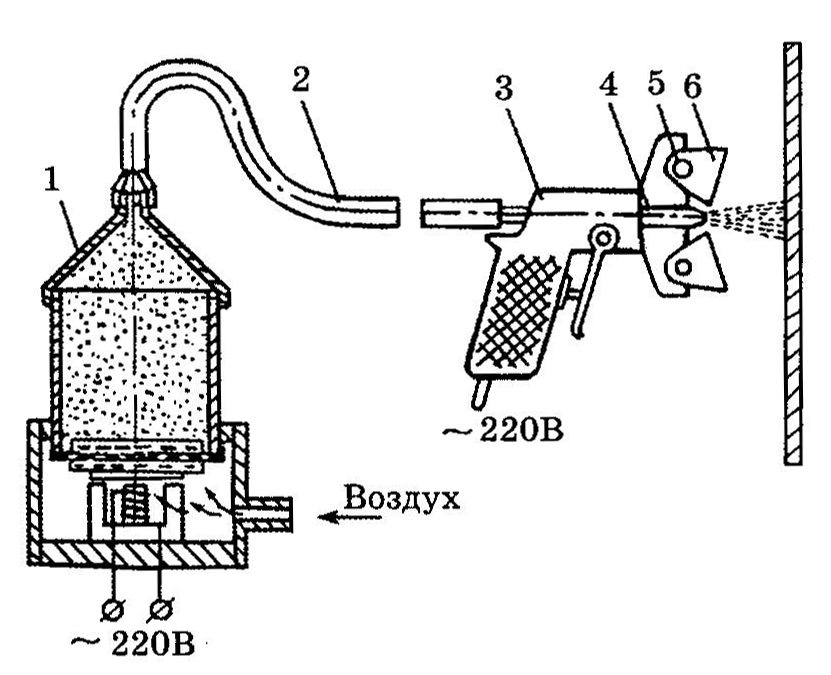
1 — аппарат для создания воздушно-порошковой смеси; 2 — шланг; 3 – рукоятканагревателя; 4 — щелевой распылитель; 5 — кварцевые лампы;6 — параболические отражатели
Струйно-электрофоретический способ напыления полимерного порошка (рис. 6.116) заключается в том, что заряженные частицы порошка под воздействием сил электростатического поля перемещаются к противоположно заряженному изделию и осаждаются на поверхности ровным слоем.
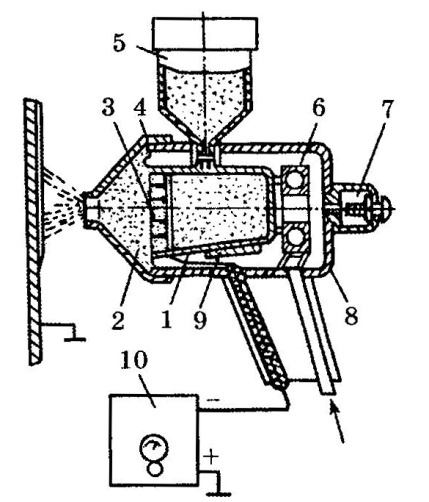
1 — рабочая камера; 2 — фильтр; 3 — электродная сетка; 4 — сменные насадки; 5 -питательный бачок; 6 — пневматический вибратор; 7 — клапан для выпуска избыточного газа; 8 — корпус пистолета-распылителя; 9 — пористая перегородка; 10 -высоковольтный генератор
Струйно-электростатический метод имеет следующие положительные особенности:
1) покрытия имеют равномерную толщину и обладают хорошей сплошностью;
2) процесс нанесения покрытия регулируется автоматически, так как высокое электрическое сопротивление нанесенного слоя частиц заставляет силовые линии искать места с меньшим сопротивлением и направлять частицы полимера к более углубленным или еще не покрытым участкам поверхности;
3) отсутствует потеря материала, а процесс нанесения покрытия практически безопасен.
После отверждения нанесенный слой термопластика зачищают пневматическим абразивным инструментом.
Контрольные вопросы к подразделу подразделу 6.2.12
1. Назовите виды полимерных материалов, применяемых при ремонте кузова.
2. Из чего состоит технология устранение повреждений кузова с использованием стекломатериалов и клеев?