Сталь является одним из основных конструкционных материалов, применяемых для изготовления кузовов. Сталь представляет собой сплав железа и углерода с содержанием углерода до 2,06 %. При более высоком содержании углерода сплавы относятся к чугунам.
Наиболее распространенным материалом для изготовления большинства деталей являются листовые стали марок 08Ю и 08КП, обладающие наибольшим относительным удлинением, что обусловливает их применение для штамповки, и исключает образование трещин и складок.
Стальные листы имеют сравнительно низкую себестоимость, легко ремонтируются, вытягиваются и гнутся без образования трещин, хорошо поглощают энергию удара при столкновении, обеспечивая безопасность водителю и пассажирам. К недостаткам стальных листов можно отнести их массу. Вследствие этого большой интерес представляют высокопрочные стали, которые позволяют снизить массу деталей (за счет уменьшения толщины) примерно на 25% по сравнению с обычными сталями.
Основным материалом для изготовления большинства деталей являются листовые стали марок 08Ю и 08КП, обладающие наибольшим относительным удлинением, что обусловливает их применение для штамповки, тж. Исключает образование трещин и складок.
Специальным требованиям к пластичности отвечают стали с содержанием углерода менее 0,1 % и суммой содержания фосфора и серы менее 0,07 %. Необходимая толщина листов, обусловленная действующими нагрузками, составляет 0,55…0,88 мм для внешних деталей облицовки и 1,25… 1,50 мм — для несущих деталей корпуса (лонжеронов, стоек и др.). Наиболее преобладающая толщина 0,75…1 мм, отдельные части кузова могут иметь толщину до 3,0 мм. Соединение отдельных деталей кузова производится с помощью лазерной сварки, обеспечивающей абсолютно гладкие швы. Фланцы, подверженные активному коррозионному воздействию, обрабатываются специальными пастами (поливинилхлорид или эпоксидная смола) в зоне расположения точечных швов.
Некоторые кузовные детали отечественных автомобилей, наиболее подверженные коррозии (крылья, брызговики, пороги и др.), для наружной защиты от ржавчины изготавливают из специальной стали — цинкометалла, имеющего одно- или двустороннее двухслойное покрытие, состоящее из неорганического слоя на хромовой основе и цинконасыщенного слоя на эпоксидной основе.
Стальной листовой материал современных автомобилей подвергается электролитическому или термическому цинкованию.
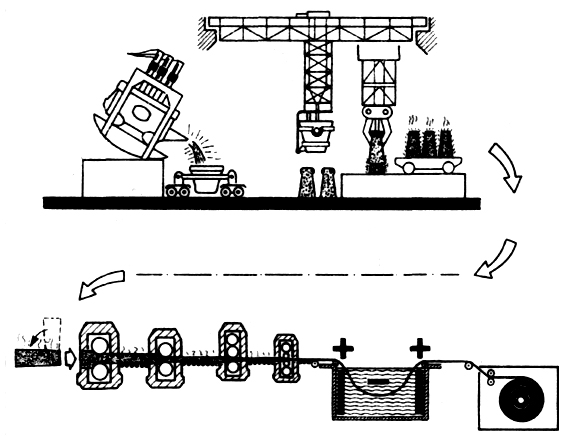
Электролитический способ цинкования (рис. 2.75) позволяет нанести тонкий, однородный по толщине слой цинка. Стальную ленту пропускают через ванну с электропроводной жидкостью, содержащей ионы цинка. В ванну помещают две положительно заряженные цинковые пластины — аноды. Протягиваемая над ними отрицательно заряженная стальная лента выполняет роль катода. Протекающая в ванне электрохимическая реакция приводит к осаждению цинка на поверхности стального листа. Материал, образующийся в результате электролитического цинкования, обычно используют для изготовления наружных деталей кузова.
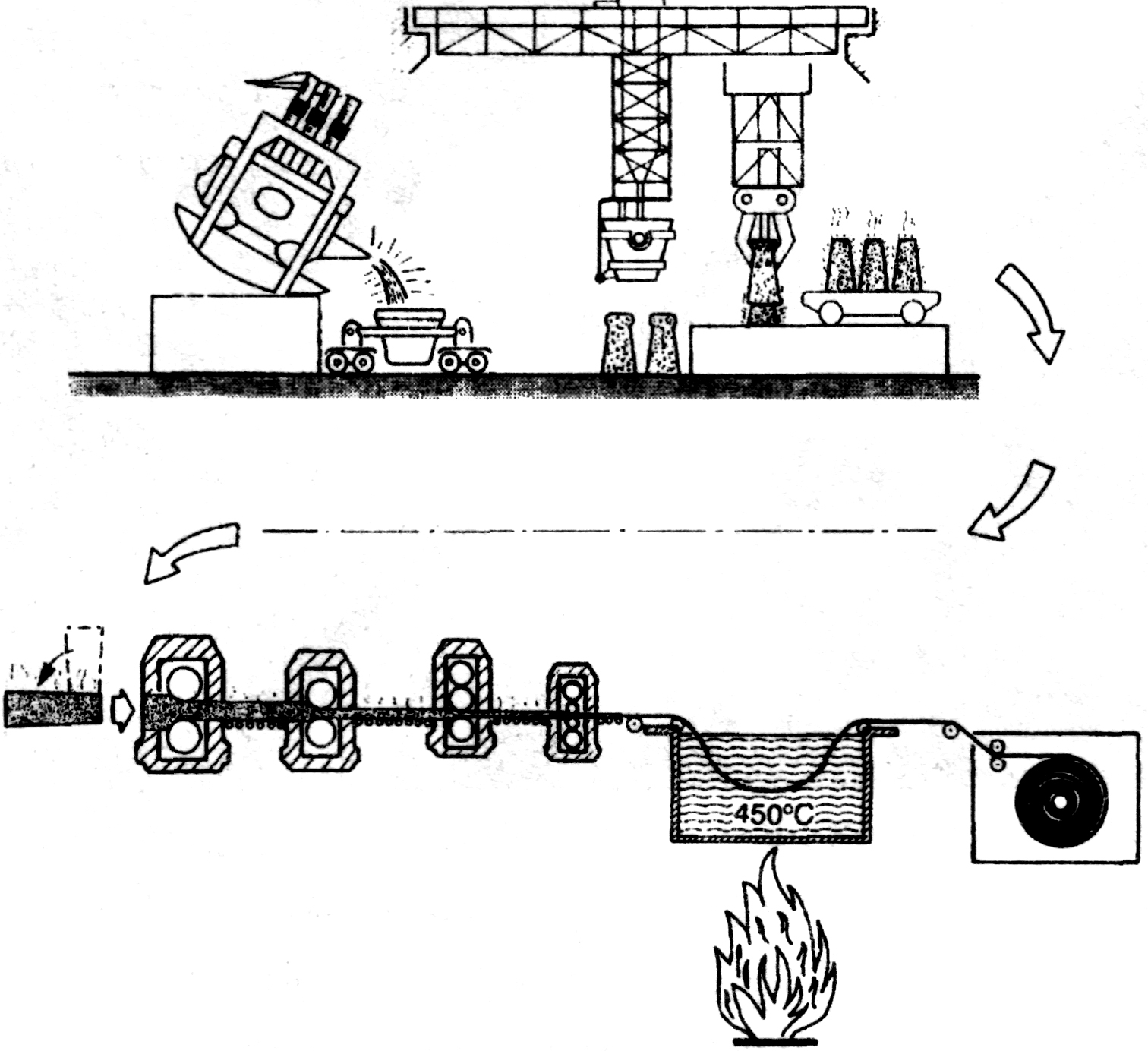
Термический способ цинкования стального листа является менее дорогим способом (рис. 2.76). Стальную ленту пропускают через ванну с расплавленным цинком (температура плавления цинка около 450 °С). В результате термического цинкования на поверхности стального листа возникает очень тонкий слой сплава железа с цинком, поверх которого образуется слой цинка. Толщина нанесенного с обеих сторон покрытия составляет около 10 мкм. В результате горячего цинкования на поверхности металла появляются разводы, образованные оксидами цинка. Эти дефекты полностью устраняются благодаря последующему пропусканию оцинкованной стальной полосы через валки. Тем не менее, оцинкованный горячим способом материал не может использоваться для изготовления наружных панелей кузова. Из него обычно выполняют внутренние, невидимые снаружи детали, например, элементы основания кузова.
Преимущества оцинкованного листа проявляются при изготовлении штампованных деталей. При штамповании происходит натягивание цинковой пленки на кромки заготовок, благодаря чему создается хорошая защита особо подверженных коррозии поверхностей деталей кузова.
В настоящее время применяют два вида панелей кузовов с цинковыми покрытиями:
1) гальванические покрытия с толщиной цинкового слоя 7,5 мкм с каждой стороны;
2) покрытия толщиной 10 мкм с каждой стороны, полученные способом горячего цинкования в ваннах при температуре 450 °С.
Второй способ покрытия — более дешевый, обеспечивает толщину слоя 60…120 мкм и применяется, в основном, для изготовления несущих элементов (рам, лонжеронов и др.). Для деталей с таким цинковым покрытием не предусматривается последующее окрашивание.
Детали, требующие высокой степени отделки окрашиванием, имеют покрытие, полученное погружением в легированный горячий цинково-железный расплав.
Листовая сталь, гальванизированная цинково-никелевым сплавом, имеет противокоррозионную стойкость в 3 раза выше, чем цинковое покрытие.
Для изготовления деталей системы выхлопных газов применяется алюминированная сталь, полученная методом погружения в горячий алюминиево-кремниевый расплав. Теплостойкость и коррозионная стойкость алюминированной стали, оцениваемая по коэффициенту образования коррозии, близка к нержавеющей стали (например, для простой листовой стали он равен 1,0; оцинкованной — 0,928; стали с алюминиевым покрытием — 0,301; нержавеющей стали — 0,275).
Хорошие противокоррозионные свойства имеет листовая сталь из свинцово-оловянного сплава, обладающая хорошей способностью к пайке.
Для снижения уровня шума в салоне применяется демпфирующая листовая сталь, имеющая структуру типа «сэндвич», в которой между двумя стальными листами находится слой упруговязкой смолы толщиной 40 … 80 мкм.
Ввиду наличия большого количества различных марок стали классифицируют по определённым признакам, таким как прочность на растяжение или предел текучести. Примером такой классификации является подразделение сталей на обычные, высокопрочные, особо высокопрочные и сверх высокопрочные (табл. 2.3).
Классификация сталей
|
Классификация по прочности |
Предел прочности на растяжение, мпа |
Классификация по типу стали |
Технологически процесс |
|
Обычные стали |
До прим. 300 |
Сталь глубокой вытяжки |
Прокатка |
|
Высокопрочные стали |
300A480 |
Сталь, упрочняемая сушкой ЛКП (bh-сталь, от Bake Hardening) |
Bake Hardening |
|
350A730 |
Микросплавная сталь; изотропные стали |
Уменьшение зерна и дисперсионное твердение |
|
|
340A480 |
Фосфористая сталь; сталь без фаз внедрения (if-сталь, от Interstitial Free) |
Упрочнение твёрдого |
|
|
Особо высокопрочные стали |
500A600 |
Двухфазная сталь (dp-сталь, от Dual Phase) |
Твёрдофазное упрочнение |
|
600A800 |
Трипaсталь (от TRIP, Transformation Induced Plasticity) |
Твёрдофазное упрочнение |
|
|
Сверх высокопрочные стали |
>800 |
Сталь с комплексной фазовой структурой (cp-сталь, от Complex Phase) |
Твёрдофазное упрочнение |
|
Сверх высокопрочной стали горячей штамповки |
>1000 |
Мартенситная сталь |
Твёрдофазное упрочнение |
Повышение прочности сталей может в основном достигаться четырьмя путями:
●упрочнением твёрдого раствора;
● уменьшением зерна и дисперсионным твердением;
● упрочнением при сушке ЛКП (Bake Hardening);
● твёрдофазным упрочнением (твёрдые фазы в микроструктуре).
Упрочнение твёрдого раствора. Обычно, когда речь идёт об упрочнении, в первую очередь предполагают термообработку стали, закалку для
повышения её твёрдости. Но повышение прочности, а также и твёрдости, может быть достигнуто уже за счёт ввода легирующих элементов (рис. 2.77). Такой способ упрочнения называют упрочнением твёрдого раствора. С его
помощью можно получить, например, оба типа стали, особо высокопрочные if-стали (сталь без фаз внедрения) и фосфористые стали.
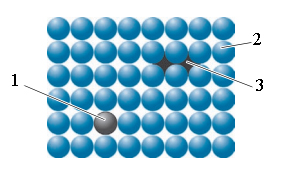
1 – атом замещения железа; 2 – атом железа; 3 – атом легирующего элемента
Легированные стали распределяются по типам в зависимости от основных вводимых легирующих элементов: хромистые, хромоникелевые, марганцовистые, фосфористые, кремниймарганцовистые и т. д. Существует большое количество марок сталей с разными составами и разными свойствами.
Особо высокопрочные if-стали. Такие стали обладают ферритной матрицей без находящихся в междоузлиях атомов углерода и других элементов. Специальная обработка уже на этапе расплавленной стали обеспечивает соответствующее низкое содержание углерода и азота. Остающиеся атомы этих элементов связываются микродобавками титана и ниобия. Отсутствие блокирующего эффекта углерода и азота (отсутствие межузловых атомов) обеспечивает хорошую пластичность. Для обеспечения требуемой прочности в сталь добавляются фосфор и марганец. В таких случаях говорят о особо высокопрочных if-сталях. Предел прочности на растяжение у таких сталей находится в диапазоне 340-460 МПа, предел текучести 180-340 МПа.
Фосфористые стали. Такие стали также обладают ферритной матрицей и содержат в виде упрочняющейдобавки замещения фосфор, доля которого может доходить до 0,12 %. Такие стали отличает компромисс между «механической прочностью и прессуемостью, обуславливающий их разнообразное применение, например, в структурных или усиливающих деталях (брусья порогов, поперечины, стойки кузова и т. д), деталях, от которых требуется высокая усталостная прочность или деталях, играющих важную роль при столкновении. Предел прочности на растяжение таких сталей находится, как правило, в диапазоне 340-480 МПа, предел текучести 220-360 МПа.
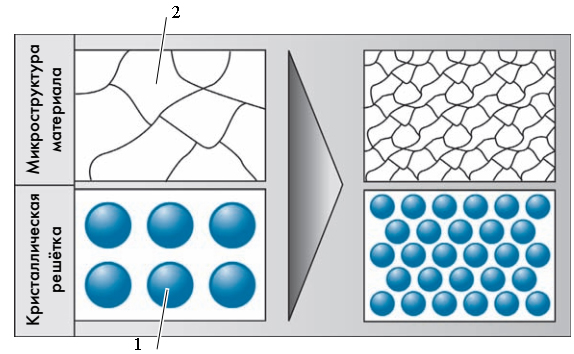
Уменьшение зерна /дисперсионное твердение. Прочность можно повысить также уменьшением размеров зёрен и дисперсионным твердением. Этот принцип уменьшения зерна используется, например, в микросплавных сталях. При этом в сталь добавляются минимальные количества ванадия, ниобия и титана. Такое микролегирование при горячей прокатке создаёт тонкую дисперсию выделений карбидов/нитридов, ограничивающих рост зёрен (рис. 2.78). В результате создаётся мелкозернистая структура с размером зерна <10 мкм. В процессе преобразования, а также и при последующем медленном охлаждении происходит дополнительное выделение карбидов/нитридов. Эти выделения ещё более тонкодисперсные — они и обуславливают дисперсионное твердение. Таким образом получается микросплавная тонкозернистая сталь высокой прочности при одновременном ограничении содержания легирующих элементов. Микросплавные тонкозернистые стали имеют, как правило, предел прочности на растяжение 350-730 МПа и предел текучести 260-550 МПа.
Такие стали используются прежде всего для изготовления внутренних элементов каркаса кузова, которые должны обладать высокой усталостной прочностью, таких как усилители или подвесы. Благодаря своим механическим свойствам, такие стали позволяют создавать более лёгкие структурные и усиливающие компоненты кузова. Модификацией микросплавных сталей являются изотропные стали, свойства которых не зависят от направления прокатки. Изотропность достигается за счёт специальной техники легирования добавлением марганца и кремния. Изотропные стали имеют, как правило, предел прочности на растяжение 300-400 МПа и предел текучести 260-550 МПа. Изотропные стали особенно подходят для изготовления наружных панелей кузова, для которых изотропные свойства имеют большое значение. Микросплавные мелкозернистые стали хорошо свариваются любыми методами сварки.
Упрочнение сушкой ЛКП. Вh-стали обладают очень хорошей формуемостью. Своей окончательной высокой твёрдости/прочности они достигают только при сушке (термическое воздействие) в процессе нанесения лакокрасочного покрытия на уже отформованную деталь. Такие стали очень хорошо удовлетворяют одновременно требования хорошей формуемости заготовки и высокой прочности готовой детали — что при изготовлении кузовов оказывается большим преимуществом.
Повышение предела упругости Re до Re(BH) достигается термообработкой при сравнительно низких температурах, таких, например, как в сушильной камере во время сушки нанесённого ЛКП. По — английски этот эффект называется «Bake Hardening» (bake выпекание, hardening — упрочение). Этой температуры оказывается достаточно для такого изменения молекулярной структуры листовой стали, при котором происходит увеличение предела упругости
Твёрдофазное упрочнение. Повышение прочности сталей твердофазным методом приводит к получению т. н. многофазных сталей, прочность которых достигается за счёт сосуществования в их микроструктуре «твёрдых» и «мягких», т. е. нескольких разных фаз. Эти твёрдые и мягкие фазы являются составными частями микроструктуры стали, характеризующимися их различной твёрдостью.
При обработке по методу твёрдофазного упрочнения сталь подвергается специфическому технологическому процессу, в результате которого происходит изменение её микроструктуры.
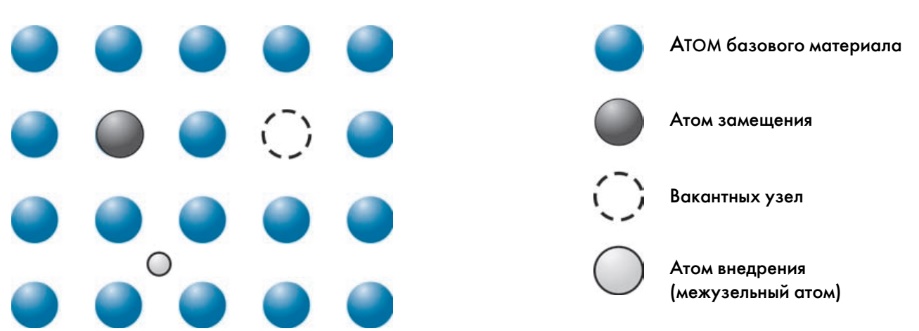
Легирование стали дополнительными элементами. Содержание в стали углерода отвечает за её прочность. Добавление легирующих элементов, например, кремния, фосфора, титана, ниобия или хрома, позволяет целенаправленно изменять помимо прочности и другие специфические свойства стали. Влияние легирующих элементов проявляется уже при добавлении их в минимальных, по сравнению с другими компонентами сплава, количествах (рис. 2.79). Легирование кристаллической решётки железа может происходить в следующих различных формах.
Замещение: атомы других элементов замещают в кристаллической решётке атомы железа.
Вычитание: атомы железа удаляются («вычитаются») из некоторых узлов кристаллической решётки, оставляя эти узлы вакантными (незанятыми).
Внедрение: Атомы других элементов, например, титана, размещаются между атомами железа, в междоузлиях кристаллической решётки. Они блокируют возможный сдвиг плоскостей кристаллической структуры друготносительно друга, повышая таким образом прочность материала. Их количество в легировании является решающим для дальнейших механических свойств стали.
Обработка стали. Для упрочнения сталей существуют многочисленные методы обработки, которые можно разбить на три больших группы.
Обработка давлением. В эту группу входят методы обработки, в которых под воздействием внешних механических усилий достигается пластическая деформация металла. Эти процессы не влияют на структуру кристаллической решётки, но изменяют эластичность, тягучесть, пластичность и прочность. Различают холодное и горячее формирование. Холодное формование Формовка стали происходит при температурах ниже её температуры рекристаллизации. Прочность, сопротивляемость деформации и предел упругости стали повышаются.
Горячее формование. Формовка стали происходит при температурах выше её температуры рекристаллизации. При этом методе одновременно происходят пластические деформации и рекристаллизация деформируемых зёрен, высокая температура должна сохраняться достаточно долго, чтобы могла произойти полная рекристаллизация. Этот метод обеспечивает такую же формовку, как и при холодном формовании, но с приложением меньших усилий, что позволяет получать более мягкую, легкоформируемую сталь, с более единообразной кристаллической структурой.
Термическая обработка. К термическим относятся методы обработки, при которых набор требуемых свойств детали или заготовки достигается за счёт образования необходимой структуры металла.
Различают следующие виды термической обработки стали: закалка, отжиг, нормализация, отпуск.
Закалка стали заключается в быстром охлаждении для предотвращения последующих изменений кристаллической структуры. Отжиг заключается в нагреве стали до определённой температуры и последующем очень медленном охлаждении. Отжиг применяют тогда, когда материал подвергся деформации, вследствие механического воздействия или других причин. Нормализацию выполняют для снятия внутренних напряжений в материале. В результате обрабатываемая сталь возвращается в нормальное состояние. Для этого требуется охлаждение средней скорости. После закаливания производится отпуск . Сталь снова нагревается (отпускается). Это способствует стабильности структуры. Отпуск частично «отменяет» эффект закаливания, причём тем сильнее, чем выше температура нагрева
Упрочнение сталей может производиться химико-термическая обработкой. К этой группе относятся процессы, в которых помимо термических воздействий (нагрев, выдержка в нагретом состоянии, охлаждение) сталь насыщается различными химическими элементами. Фазовый и компонентный состав стали соответствующим образом изменяются. К важнейшим методам химико-термической обработки относятся следующие.
Цементация. При цементации поверхностные слои стальной детали насыщаются углеродом, создавая предпосылки для последующей закалки. При цементации деталь нагревается и выдерживается определённое время при соответствующей температуре в среде, которая содержит углерод и может его отдавать. Цементация может осуществляться, например, в газовой среде, в твёрдой среде или в расплавах солей. При последующем охлаждении насыщенные углеродом поверхностные слои закаляются, не подвергшаяся цементации сердцевина детали остаётся при этом без изменений. Такая обработка позволяет повысить тягучесть и ударопрочность.
Цианирование. Цианирование является, собственно, расширенным вариантом цементации. В этом процессе поверхностные слои стальных деталей, помимо углерода, одновременно насыщаются также и азотом. Насыщение осуществляется в ванне с расплавом соли, содержащей циангруппу CN, при соответствующих температурах. После этого выполняется управляемое охлаждение. Вследствие низких температур закалки и использования мягких закалочных сред возникает лишь минимальное коробление. Таким методом можно быстро и просто создать у стальной детали твёрдый поверхностный слой малой толщины.
Азотирование. Процесс заключается в насыщении структуры стали азотом. Процесс происходит при низких температурах, что обеспечивает минимальное коробление. При этом закалка охлаждением не выполняется, преобразования структуры стали не происходит.
Высокопрочные стали, применяемые на современных в автомобилях (рис. 2.80 и рис. 2.81), имеют предел прочности от 210 МПа и выше. Прочностные характеристики стального листа – предел прочности при растяжении, сопротивление разрушению, предел упругости обычно зависят от марки стали. Главным отличительным признаком высокопрочного стального листа является повышенный предел текучести при растяжении по сравнению с обычными марками. Судить о способе обеспечения высокого предела текучести данной стали можно по обозначению, которое часто бывает производным от английского или немецкого термина.
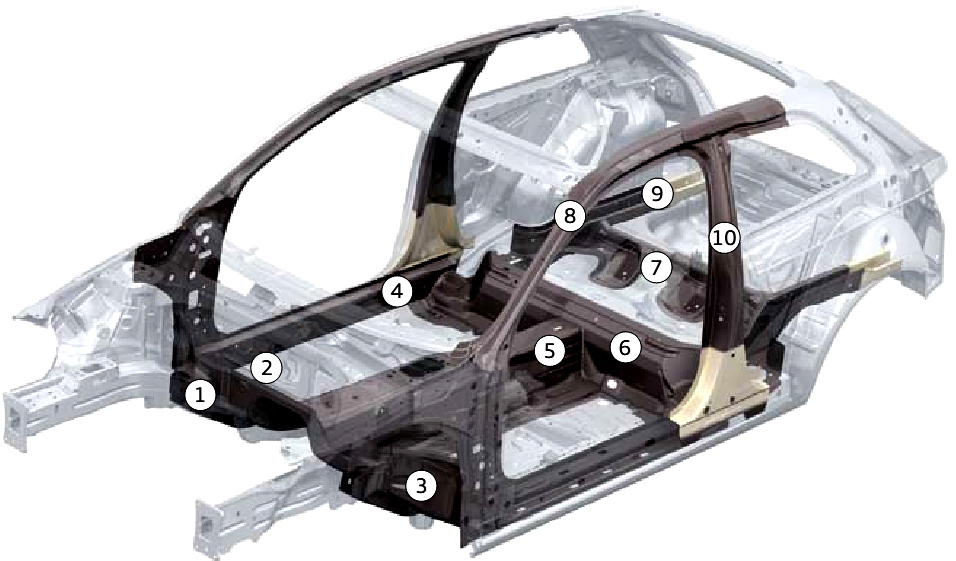
1 – передний лонжерон (левый/правый); 2 – поперечина в верхней части пространства для ног; 3 – поперечина в нижней части пространства для ног; 4 – внутренний брус порога левый/правый; 5 – тоннель; 6 – усилитель поперечины основания заднего сидения; 7 – поперечная балка; 8 – верхняя часть стойки (левой/правой); 9 – задний лонжерон (левый/правый); 10 – внутренняя часть стойки (левой/правой)
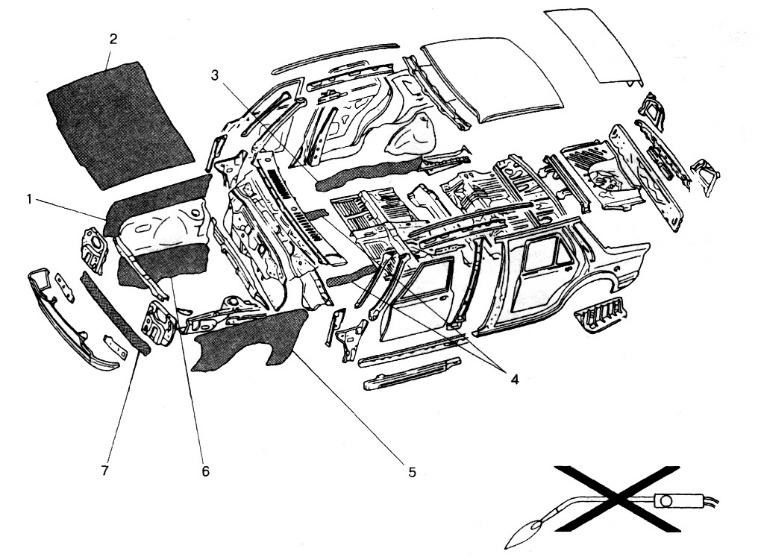
1 — боковой передний щиток; 2 — капот; 3 — порог; 4 — усилители туннеля для карданного вала; 5 — переднее крыло; 6 — нижний боковой передний щиток; 7 — усилитель бампера
Состав деталей кузова, выполненного из стали в процентном отношении составляет:
— термоупрочненные сверхвысокопрочные стали 12%;
— высокопрочные стали 32%;
— низкоуглеродистые стали 56%.