Виды клеев. Цианакриловые клеи. Ценное свойство цианакриловых клеев — их универсальность. Кроме того, благодаря малому времени отверждения, цианакриловые клеи позволяют значительно сократить и упростить технологические операции. Цианакриловые клеи характеризуются: высокой адгезией к любым металлам; быстрым отверждением (время схватывания составляет от нескольких секунд до нескольких минут); сохранением рабочих характеристик в широком диапазоне температур. Клеи состоят из одного компонента, не требуют специальных инициаторов или растворителей и не вызывают коррозии.Клеи типа ТК обеспечивают клеевое соединение, обладающее высокими прочностью и теплостойкостью, что позволяет их использовать для склеивания деталей, подвергающихся высоким механическим и тепловым нагрузкам.В случае, когда необходимо получить эластичность клеевого соединения, используют клеи типа КМ — они применяются при склеивании деталей, испытывающих вибрационные нагрузки и резкие перепады температур.Широкое внедрение цианакриловых клеев при ремонте автомобилей сдерживается из-за проблем с хранением клея, который хранится при отрицательных температурах в течении не более 6 мес.
Акриловые клеи представляют собой вязкие однородные жидкости, которые длительное время могут оставаться в исходном состоянии и быстро отверждаться между склеиваемыми поверхностями с образованием прочного клеевого соединения. Акриловые клеи применяются для склеивания металлов (в том числе замасленных), стекла, керамики, пластмасс. Особенность клея заключается в том, что он состоит из двух компонентов (А и Б), которые наносятся на склеиваемые поверхности раздельно. Отверждение клея происходит только после совмещения склеиваемых поверхностей при комнатной температуре. Клеевой шов имеет высокую стойкость к вибрациям и ударным нагрузкам.Клей хорошо хранится при температуре от +5 до +30°С при исключении воздействия на него прямых солнечных лучей и попадания грязи во флакон. Гарантийный срок хранения составляет 12 мес., но опыт показывает, что клей сохраняет достаточные прочностные характеристики даже после 5 лет хранения.
Ремонт склеиванием не менее распространен, чем сварка, и является единственно возможным способом ремонта бамперов из термореактивных пластмасс. Использование современных клеевых композиций позволяет ремонтировать как термопласты, так и реактопласты. Клеевые композиции (клеи) для ремонта пластмассовых бамперов представляют в своем большинстве высокомолекулярные соединения, которые после затвердевания превращаются в полимерный материал.
В качестве клеев лучше всего подходят эпоксидная смола со своими компонентами и добавками и полиэфирная смола с тем же компонентами. Клей эпоксидный более прост, отлично применяется с пластификатором. По надежности, особенно там, где не удаётся наложить «толстый» слой, эпоксидная композиция уступает полиэфирной.
Правильный выбор клея необходим для высокого качества ремонта. Это обеспечит лучшую адгезию клеевой композиции к данному типу пластика и одинаковые физические свойства материалов детали и шва после его отвердения. Для проверки желательно производить контрольное склеивание.
В случае последующей окраски с горячей сушкой необходимо применять термореактивные клеи или термопластичные клеевые композиции, нагрев которых не вызвал бы разрушения или изменения свойств полученного шва. По этой же причине желательно ремонт детали и ее окраску производить в одной и той же мастерской.
Ремонт склеиванием не менее распространен, чем сварка, и является единственно возможным способом ремонта бамперов из термореактивных пластмасс. Использование современных клеевых композиций позволяет ремонтировать как термопласты, так и реактопласты. Клеевые композиции (клеи) для ремонта пластмассовых бамперов представляют в своем большинстве высокомолекулярные соединения, которые после затвердевания превращаются в полимерный материал.
В качестве клеев лучше всего подходят эпоксидная смола со своими компонентами и добавками и полиэфирная смола с тем же компонентами. Клей эпоксидный более прост, отлично применяется с пластификатором. По надежности, особенно там, где не удаётся наложить «толстый» слой, эпоксидная композиция уступает полиэфирной.
Правильный выбор клея необходим для высокого качества ремонта. Это обеспечит лучшую адгезию клеевой композиции к данному типу пластика и одинаковые физические свойства материалов детали и шва после его отвердения. Для проверки желательно производить контрольное склеивание.
В случае последующей окраски с горячей сушкой необходимо применять термореактивные клеи или термопластичные клеевые композиции, нагрев которых не вызвал бы разрушения или изменения свойств полученного шва. По этой же причине желательно ремонт детали и ее окраску производить в одной и той же мастерской.
Технология подготовки и склеивания пластмассы состоит в следующем. Прежде всего, подгоняют склеиваемые части детали, а затем проделывают отверстия для нитки на расстоянии примерно 3…5 мм от шва с обеих сторон. Нитка используется синтетическая, диаметром до 1 мм. Проделывают между отверстиями борозды, чтобы нитка легла ниже общего уровня детали. Бороздки от нитки идут между отверстиями и по диагонали к следующему.
Шьется шов одним концом нитки, а следующий лежит вдоль шва. Связывают нитку в начале шва узлом в первых отверстиях, один конец укладывают произвольно вдоль шва, а вторым концом продевают сквозь последующие отверстия, стягивая стороны шва, при этом обвязывая один конец нитки с лежащим вдоль шва вторым. Смысл состоит в том, что одним концом плотно стягивать и притягивать второй конец нитки к телу детали. В конце шва узлом связывают оба конца. Таким образом, шов ложится с внутренней стороны детали, а снаружи видны только части нитки в бороздках. Также производится вставка вырванного куска, при этом форму куска стараются упростить (треугольную либо прямоугольную).
Подготовка к склеиванию также оказывает значительное влияние на качество соединения. Поверхность подготавливают для достижения максимально возможной смачиваемости пластика клеем. Для этого, как правило, с внутренней стороны детали производят следующие операции:
— тщательную мойку для удаления загрязнений;
— механическую обработку краев повреждения с помощью фрезы или абразивного круга для придания месту будущего шва V-образного профиля (рис. 6.105). Это увеличит площадь контакта пластика с клеем, соответственно возрастет прочность соединения;
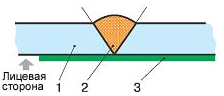
1 – материал склеиваемого бампера; 2 – клеевая композиция; 3 – алюминиевая самоклеящаяся фольга
— обезжиривание и иногда химическую обработку. При изготовлении пластмассовых деталей для облегчения формования в состав пластика вводятся смазывающие присадки, которые могут привести к снижению адгезии клея. Для их удаления необходима тщательная многократная обработка поверхности специальными составами.
Если пластмасса трудносклеиваемая или поверхности недоступны для качественной подготовки, могут использоваться специальные жидкости — стимуляторы адгезии.
Качество подготовки поверхности к склеиванию проверяется оценкой ее смачиваемости. Например, при нанесении капли 60% раствора этилового спирта диаметр пятна должен быть не менее 35 мм.
Перед началом склеивания на лицевую поверхность детали можно нанести самоклеящуюся алюминиевую фольгу для фиксации элементов и предотвращения вытекания клея, которую удаляют после его высыхания.
Размешивают клей в пропорции с отвердителем. Стеклоткань нарезают на мелкие кусочки или разбирают на нитки и хорошо перемешивают с клеем. Получится густая масса, которую накладывают на шов.
Количество наносимого клея должно быть оптимальным. Из-за недостаточной толщины клеевой прослойки, так называемого «голодного» клеевого соединения, прочность шва будет низкой. Чрезмерная толщина клеевого слоя может привести к разности свойств материала детали и клеевого соединения. Например, различная жесткость может вызвать нарушение ЛКП в месте склейки или самого шва при незначительных деформациях, иногда даже во время установки отремонтированного бампера. Разные температурные коэффициенты расширения клея и пластика чаще проявляются при нагреве — сушке и летом на солнце или при охлаждении зимой.
Клеевую композицию наносят ровным слоем на прилегающие поверхности склеиваемых деталей. Для упрочнения шва с внутренней стороны детали наклеивают синтетическую или металлическую сетку, пропитанную тем же составом.
Если склеиваемое место несет силовую нагрузку (крепежное место), то лучше вклеить усилитель — металлическую вставку. Берут дополнительный цельный кусок стеклоткани и пропитывают его клеем. Сначала накладывают густую массу клея на шов, потом усилитель вклеивают в массу, сверху накладывают цельный пропитанный кусок, в конце опять намазывают клей. Главное, чтобы не образовались пузырьки воздуха между слоями, иначе шов может лопнуть.
Сначала намазывают внутреннюю сторону. Дают ему подсохнуть (клей возьмется сверху пленкой). Переворачивают деталь и намазывают клеем наружную сторону.
В процессе полимеризации клея необходимо обеспечить надежную фиксацию склеиваемых деталей для предотвращения их взаимных перемещений.
Полимеризируется клей до того, когда его можно будет зачищать — не менее 15 часов при комнатной температуре. Можно использовать фен или 500 ваттную лампу. Главное, не подносить слишком близко, иначе произойдет мгновенное высыхание поверхности клея, а внутренний жидкий слой останется «законсервированным» между деталью и верхним слоем и никогда не высохнет.
В основе вышеописанных способов восстановления полимерных деталей кузова с помощью двухкомпонентного клея лежит физико-химический принцип создания соединения. Более простое техническое решение проблемы восстановления деталей из полимеров может быть осуществлено УФ-отверждаемыми полимерными смолами. Это однокомпонентный материал, отверждаемый под действием ультрафиолетовых (УФ) лучей. Он выпускается в виде пластин толщиной от одного до нескольких миллиметров и так называемых «пластырей», которые служат для создания жесткости и полного перекрывания больших по площади повреждений. Восстановительные пластыри могут дополнительно усилены проволочной сеткой или синтетической тканью. Вместе с пластырями поставляется однокомпонентная наполненная стекловолокном УФ-отверждаемая шпатлевка, которая, с одной стороны, выполняет роль связующего между восстанавливаемой поверхностью и пластырем, а с другой, применяется для окончательного выравнивания восстановленной поверхности.
Отверждение осуществляется посредством ультрафиолетовых лучей. Это значит, что оно может происходить и под действие обычного солнечного света, однако для полного отверждения в этом случае потребуется несколько часов. Скорость отверждения существенно возрастает, а его продолжительность резко уменьшается (до 10 мин) благодаря облучению восстанавливаемой поверхности источником ультрафиолетового излучения.
Восстановление начинают с выпиливания при необходимости поврежденного места, очистки и шлифования поверхности в зоне дефекта. Затем удаляют абразивную пыль и наносят УФ-отверждаемую смолу в качестве средства, повышающего адгезию. Пока смола не начала загустевать, накладывают кусок гибкого восстановительного пластыря нужного размера. Пластырь обычно бывает защищен с обеих сторон тонкой фольгой, поэтому предварительно с прикладываемой стороны следует удалить фольгу. Пластырь плотно прикатывают к поверхности резиновым валиком и облучают восстанавливаемую зону ультрафиолетовой лампой. По завершении отверждение снимают другую защитную пленку, шлифуют, шпатлюют и снова шлифуют поверхность мелкозернистым абразивным материалом. Окрашивание осуществляют обычными лаковыми композициями. Наряду с восстановительными пластырями выпускается и УФ-отверждаемый восстановительный комплект. В его состав входит упаковка смолы, тонкая стеклоткань и кисть. Устранение дефекта с помощью такого комплекта осуществляют точно так же, как описанное выше применение пластыря. Поскольку смола отверждается под действием ультрафиолетового излучения, отпадает необходимость в использовании отвердителя.
Согласно информации изготовителя рассмотренный способ применим для восстановления деталей из стеклопластика, сополимера акрилонитрила, бутадиена и стирола, поливинихлорида, полиамида, поликарбоната, полистирола и полиметилметакрилата.
В качестве примера восстановления бампера рассмотрим устранение трещины бампера (рис. 6.106) и поврежденного лакокрасочного покрытия в его нижней части.
Восстановление трещины. Для того чтобы устранить трещину необходимо закрепить края трещины в замок.

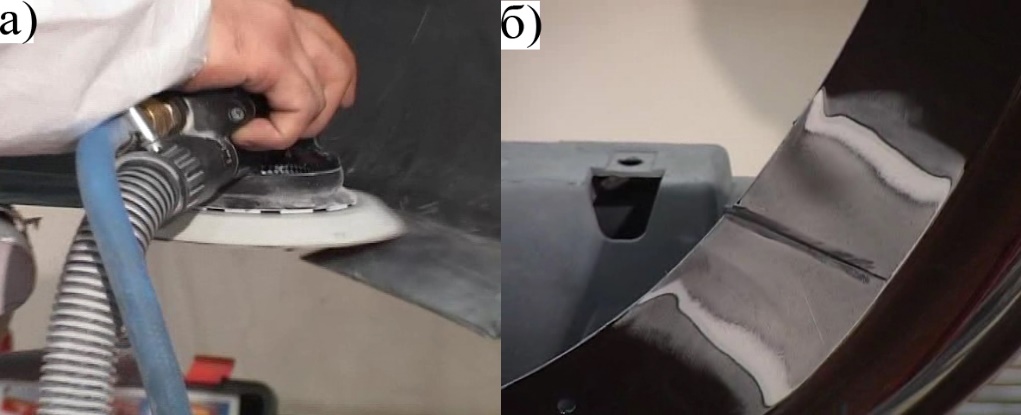
Края трещины для создания замка стачиваются (рис. 6.107, а) под углом 45°, т. е. обрабатываются в виде клинышков V-образно в виде 2-х заточенных карандашей. Замок необходим для того чтобы пластик после ремонта бампера не разошелся. Ширина созданных скосов снаружи и изнутри детали может составлять1,5…2 см. Используя зачистную машинку создаются клинышки сначала с внутренней стороны, а затем снаружи (рис. 6.107, б). Для зачистки используется диск с градацией 40. После зачистки с помощью наждачной бумаги зернистостью 180Р удаляются заусеницы (рис. 6.107, в).

С помощью эксцентриковой шлифовальной машинки (рис. 6.108, а) с наждачной бумагой зернистостью 180Р удаляют старое лакокрасочное покрытие до пластика в пределах 5…6 см с каждой стороны, чтобы потом можно наклеить скотч (рис. 6.108, б).
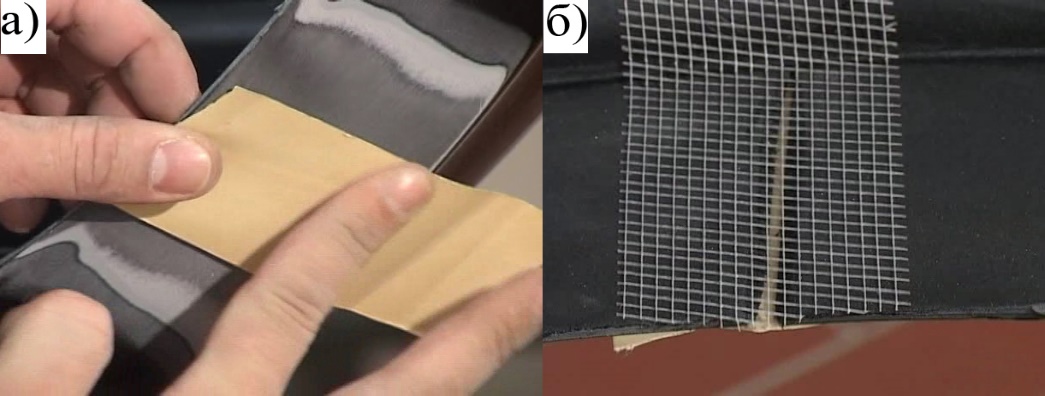
При удалении покрытия нельзя использовать высокую частоту вращения вала машинки, так как это может привести к перегреву пластика и его последующей деформации. Обработанное место обдувается воздухом, обезжиривается и на пластик наносится активатор адгезии. Затем снаружи приклеивается специальный жесткий скотч (рис. 6.109, а), который будет сдерживать вероятные вибрации с двух сторон трещины и выступает в роли дозиметра наносимого клеевого состава. Изнутри приклеивается армирующая сетка (рис. 6.109, б).
На шпателе в размере 1:1 смешивается специальный клеящий ремонтный состав. С помощью шпателя наносят клеевой ремонтный состав с продавливанием, чтобы он проник через сетку.
Ремонтируемую поверхность сушат инфракрасной сушкой в течении 5…8 минут на расстоянии 80 см или в течении 30 минут при комнатной температуре.
После остывания бампера, если использовалась инфракрасная сушка, скотч с лицевой стороны снимается, поверхность обезжируется и на нее наносится активатор, а затем ремонтный состав. Полученная поверхность снова сушится и затем обрабатывается поэтапно с помощью с помощью эксцентриковой шлифовальной машинкис наждачной бумагой зернистостью 180Р, затем 240Р, 360Р и затем окончательно с целью подготовки для нанесения краски.
С помощью наждачной бумаги суперфайн производится окончательная обработка, продувка и обезжирование. Сухой салфеткой поверхность протирается насухо, удаляя все растворенные загрязнения. На оставшиеся поры и другие дефекты шпателем наносится шпатлевка. После высыхания шпатлевка шлифуется наждачной бумагой зернистостью 240 Р а затем – 360Р, обезжируется и протирается насухо.
На втором этапе осуществляется непосредственно окраска. Перед покраской бампер защищается бумагой от попадания краски на неремонтируемую поверхность (рис. 6.110).

На этапе окраски главной задачей является тщательная маскировка границы ремонтной зоны, для того, чтобы сделать ремонт незаметным и на вид, и на ощупь. Для этого используются специальные методики окраски «переходом», позволяющие «размыть» границу как на базовом покрытии, так и на лаковом. Технологический процесс второго этапа состоит из следующих шагов:
-подготовка зоны нанесения базового покрытия: грунтовое покрытие и соседнюю с ним зону «перехода» по «базе» (отступ 2…3 см наружу от границы зоны нанесения грунта-изолятора; в последствие в этой зоне методом «перехода» размывают границу нанесения базового покрытия);
— матирование абразивным войлоком и пастой;
— обезжиривание;
— приготовление базовой эмали для нанесение методом «перехода»: для этого в нее добавляют специальный растворитель соответствие с рекомендациями производителя по пропорциям смешивания;
-наполнение полученной смесью мини-краскораспылителя и нанесение на поверхность: сначала наносится 2 слоя эмали (с межслойной выдержкой 5 минут), немного перекрывая зону нанесения грунта, а затем наносится еще 2-3 тонких слоя, постепенно расширяя зону нанесения, тем самым, размывая границу ремонтной зоны (последний слой наносится до внешней границы зоны «перехода» по «базе»);
-после того, как последний слой базового покрытия станет матовым, приступают к подготовке зоны «перехода» по лаку: наносится мелкоабразивная полироль на кусок ваты и обрабатывается лаковое покрытие, отступая максимум 3…4 см наружу от границы базового покрытия, заодно устраняется краевой опыл базовой эмали на лаковом покрытии;
— обезжиривание всей поверхности ремонтной зоны, немного заступая за границу со старым покрытием;
— нанесение лака.
С помощью мини-краскораспылителя наносят лак по следующей схеме: первый слой должен быть нанесен на зону «перехода» по «базе», а затем после выдержки 5 минут наносят второй слой, аккуратно размывая границу ремонтного лакового покрытия, не заходя за границу зону «перехода» по лаку. И сразу же наносят на границу старого и нового лаковых покрытий в один слой специальную добавку, при этом исчезает граница ремонтной зоны;
-полировка бампера с помощью полироли (рис. 6.111).

В качестве другого примера рассмотрим устранение неглубоких царапин длиной до 5 см на пластиковом бампере.
Ремонт начинают с обезжиривания. Далее c помощью шлифовальной машинки и абразивного материала градации P180 шлифуют царапины, с тем чтобы вычистить их и активировать поверхность пластика, а затем перешлифовывают поверхность, обработанную ранее, абразивным материалом градации P400; площадь рабочей зоны составляет при этом примерно 12…14 см2 .
Когда поверхность будет должным образом отшлифована – обдувают пыль, снова обезжиривают и переходят к нанесению адгезионного грунта для пластиков. Его аккуратно наносят с помощью удобной кисточки на все участки, прошлифованные до пластика.
Следующий шаг – заполнение царапины с помощью грунта-герметика: из тюбика сначала выдавливается густая масса самого герметика, которая затем опрыскивается катализатором сушки.
Через 10…15 секунд полученное покрытие можно шлифовать.
Далее последовательно выполняют следующие действия:
— выравнивание плоскости рабочей зоны с помощью миниатюрной шлифовальной машинки и абразива градации Р400 для сошлифовывания излишков герметика;
— обработка рабочей зоны нанесения грунта-изолятора с использованием шлифовальной машинки и абразива градации Р1200 (если этот абразив водостойкий, то можно обрабатывать поверхность «по-мокрому»);
— шлифование рабочей зоны нанесения грунта-изолятора с использованием и абразива градации P2000;
— обезжиривание поверхности;
— с помощью мини-краскораспылителя нанесение в 1 слой водоразбавляемого грунта-изолятора, перекрывая ремонтную и периферийную зоны, обдув в течение 4…5 минут для ускорения сушки;
-шлифование покрытия на основе грунта с использованием шлифовального круга градации P800 и эксцентриковой мини-машинки с тарелкой диаметром 80 мм, а затем обдув пыли.
Восстановленный бампер красится методом плавного перехода аналогично технологии, описанной выше.
Дополнительно можно посмотреть фильм