При обычной пайке два стальных листа плотно прижимаются друг к другу и нагреваются, но вместо дополнительного куска стали на место соединения помещается припой, который, расплавляясь, скрепляет листы. При использовании этого метода существует молекулярная связь между припоем и сталью. Образование этой связи дает склеивающий эффект, представляющий собой нечто среднее между склеиванием и сваркой.
В отличие от сварки, при пайке (рис. 2.116) материал соединяемых деталей в месте соединения не расплавляется. Вместо этого в стык вводится дополнительный материал из бронзы — припой. Расплавленный припой заполняет зазор между соединяемыми поверхностями, смачивая их, в результате образуется соединение с высокой прочностью.
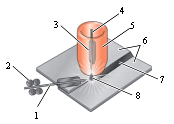
1 – припой (проволока); 2 – подача проволоки; 3 – свертная втулка; 4 – вольфрамовый электрод; 5 – сопло защитного инертного газа; 6 – металлический лист; 7 – шов; 8 – электрическая дуга
Процесс пайки является процессом пайки твердым припоем. Сварочный процесс пайки происходит в среде инертного газа аргона, а в качестве припоя (присадочного материала) применяются проволоки, близкие по химическому составу сварочной проволоке для сварки меди и ее сплавов, с температурой плавления от 800 до 1000° C. Газ защищает дугу, расплавленный припой и кромки деталей от влияния окружающего воздуха. Благодаря более низкой температуре плавления припоя — приблизительно 1000°C диффузия металлов не происходит, а вследствие относительно небольшой температуры ванны сохраняются заложенные свойства соединяемых сталей. Этот метод практически исключает деформацию соединяемых листов. Благодаря более низкой температуре плавления припоя происходит минимальное выгорание цинка во время пайки (цинк плавится при 419°C, испаряется при 906°C). Полученный шов имеет высокую устойчивость к коррозии. Проволоки для пайки сделаны из сплава на основе меди с добавками кремния (CuSi3) или алюминия (CuAl8). Припой вступает в соединение с цинком, и в результате получается шов с высокими антикоррозионными свойствами. Образующееся паяное соединение обладает более высокой, по сравнению со сварной низкоуглеродистой сталью, механической прочностью, которая примерно равна прочности латуни.
Кроме оцинкованной листовой стали, технология пайки позволяет также соединять черную и нержавеющую листовую сталь, а также их комбинации.
Детали кузова могут соединяться лазерной пайкой (рис. 2.117) В лазерной пайке источником энергии для нагрева припоя является сфокусированное лазерное излучение.
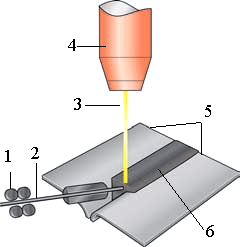
1 – подача проволоки; 2 – припой (проволока); 3 – лазерный луч; 4 – лазерная головка; 5 – металлический лист; 6 – шов
Основными недостатками пайки являются: относительная дороговизна (связанная со стоимостью припоя), недостаточная прочность соединения (которая не идет ни в какое сравнение со сварочным соединением). Поэтому пайка непригодна для соединения основных несущих частей автомобиля (таких как, например, рама кузова).